
概念
 專用工具機
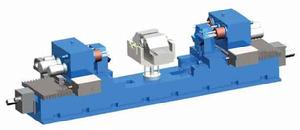
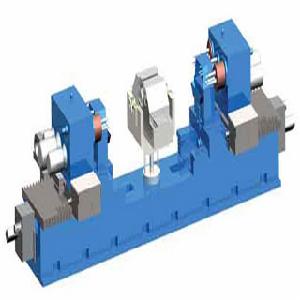
專用工具機通用部件按功能可分為動力部件、支承部件、輸送部件、控制部件和輔助部件五類。動力部件是為組合工具機提供主運動和進給運動的部件。主要有動力箱、切削頭和動力滑台。
支承部件是用以安裝動力滑台、帶有進給機構的切削頭或夾具等的部件,有側底座、中間底座、支架、可調支架、立柱和立柱底座等。
輸送部件是用以輸送工件或主軸箱至加工工位的部件ARCHEAN.net著作權所有,主要有分度迴轉工作檯、環形分度迴轉工作檯、分度鼓輪和往復移動工作檯等。
控制部件是用以控制工具機的自動工作循環的部件,有液壓站、電氣櫃和操縱台等。輔助部件有潤滑裝置、冷卻裝置和排屑裝置等。
為了使組合工具機能在中小批量生產中得到套用,往往需要套用成組技術,把結構和工藝相似的零件集中在一台組合工具機上加工,以提高工具機的利用率。這類工具機常見的有兩種nc.qoos.www,可換主軸箱式組合工具機和轉塔式組合工具機。
組合工具機未來的發展將更多的採用調速電動機和滾珠絲槓等傳動,以簡化結構、縮短生產節拍;採用數字控制系統和主軸箱、夾具自動更換系統,以提高工藝可調性;以及納入柔性製造系統等。
特點
 專用工具機
專用工具機專用工具機一般用於加工箱體類或特殊形狀的零件。加工時,工件一般不鏇轉,由刀具的鏇轉運動和刀具與工件的相對進給運動,來實現鑽孔、擴孔、鍃孔、鉸孔、鏜孔、銑削平面、切削內外螺紋以及加工外圓和端面等。有的組合工具機採用車削頭夾持工件使之鏇轉,由刀具作進給運動,也可實現某些迴轉體類零件(如飛輪)的外圓和端面加工。
型號
專用工具機型號一般由設計單位代號和設計順序號組成。型號構成如下:
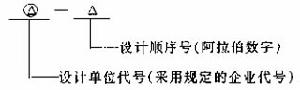
設計單位代號由北京工具機研究所歸口統一規定,一律按其應漢字字音讀音;設計順序號,按該單位設計順序號排列,由001起始。
專用工具機型號示例:
示例1.瀋陽第一工具機廠設計製造第一種專用工具機為專用車床,其型號為:SI-001。
示例2.上海工具機廠設計製造第15種轉用工具機為專用磨床。其型號為:H-015。
示例3.北京第一工具機廠設計製造第100種專用工具機為專用銑床,其型號為:BI-100。
工具機自動線型號表示方法
工具機自動線型號由設計單位代號、工具機自動線代號和設計順序號等三部分組成。型號構成如下:
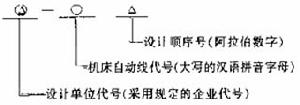
由通用工具機和專用工具機組成工具機自動線,其代號為ZX(讀作“自線”)。工具機自動線設計單位代號及設計順序號規定與專用工具機相同。
工具機自動線型號示例:如、北京工具機研究通用工具機或專用工具機為某廠設計第一條工具機自動線,其型號為:JCS-ZX001。
套用
 專用工具機
專用工具機專用工具機及其自動化生產線的製造,與大量生產汽車等性質不一樣,也與普通工具機的製造性質不一樣,它具有兩個極其鮮明的特徵:一是集成性。用戶訂購專用工具機都是要求交鑰匙工程,它集加工工藝(含工藝方法及工藝參數),工具機、夾具、工具(包含輔助)的開發設計與選擇,檢驗測量(包括進入工具機前的毛坯檢驗、加工中及成品的檢驗測量)物流的輸送,切屑和冷卻液的防護與處理等於一體。它不僅僅解決其中的某一問題,而是要解決好涉及較寬的技術領域可能遇到的每一個問題。二是單一性。專用工具機幾乎都是單台性生產,要根據用戶提出的要求,進行一次性開發,一次性製造,而且還要保證一次性成功。
製造特點
 專用工具機
專用工具機1、技術難度大。由於它是集加工工藝、工具機、夾具、輔具、刀具、檢驗測量、物流等於一體,實現交鑰匙工程,從而涉及技術領域寬且複雜,又是一次性製造,要保證一次成功,所以技術難度大。
2、經營風險率高。專用工具機(或自動線)根據用戶訂單“量體裁衣”製造的,不可能有試製探索過程,要確保一次成功,有相當大的技術風險。由於技術方案不當,造成局部或整體報廢的情況屢見不鮮;由於一次性製造,在製造調試過程中難保不出現問題,解決這些總是需要時間,從而按期交貨也有一定的風險;由於裝備是專門為某一用戶訂做的,當該用戶因種種原因不能如期付款、甚至無力付款時,勢必造成製造企業的損失;在現行的金融製造還無法約束對方,產品無法轉讓他人的情況下,經營顯而易見。
3、協作困難大。由於是一次性製造,它不像汽車零部件那樣大量生產,也不像通用設備那樣批量生產,找協作廠家很困難。條件一般的企業,很難保證一次性製造出合格的產品;條件好的企業,又不願當配角,對這種委託協作看不上。
4、技術依賴性強。專用工具機及其自動線從設計、工藝編制、生產製造到裝配調試的全過程,都需要一批有經驗的技術人員、管理人員和技術工人。
5、利潤空間小。在國外不同的生產模式的企業(指大量生產、批量生產或單件小批生產),其生產產品的效益相差不會太大,但國內這幾種生產模式的企業效益卻相差懸殊。如果做一比較,就很能說明問題,假如國外的某種產品價格為1,相對國內轎車價格則為1.15-1.25,對通用工具機國內的價格為0.7左右,而國內專用工具機的價格僅為0.3-0.4。
6、技術成長期長。專用工具機的設計製造涉及專業面廣,要具備較豐富的工藝知識,要比較熟悉用戶的製造工藝,要保證一次成功,培養一名熟練的主管設計師,要花幾年時間,才能做出好的產品設計、好的製造工藝,生產出好的產品,技術成長期要長。
7、人員流動困難。由於訂單不均衡,會引起生產的不均衡,國外除了零部件外協條件優越外,還有成熟的技術勞動力市場,企業可以根據訂單情況輸出或吸收有關勞動力,使這與企業生產相適應。國內則無法做到這一點,有時可以招些臨時工,但多數只能承擔一些輔助性工作,熟練技工則難以尋求。
8、技術引進困難,與國外合作難。由於專用工具機是一次性設計製造,引進技術若僅供一次使用,則成本太高,很難實現。到目前為止,我國專用工具機製造業沒有一家談成合資,雖有接觸,但都僅限於具體項目的合作。
發展趨勢
 專用工具機
專用工具機2、專用工具機製造業要進行必要的調整。製造業的自我調整,一是要解決好主機生產與配套協作的關係;二是要解決好技術引進與自主創新的關係;三是要解決好用先進技術改造提升企業和產品的關係;四是要解決好用高技術提高產品檔次,增加產品附加值的關係。
3、雖然專用工具機及其自動線的市場在發生變化,但是,企業要根據自己的情況,主動地適應市場,以新技術、新工藝改造傳統的專用工具機,進一步提高其市場適應能力,進一步提高產品檔次和水平,進一步提高產品質量。高效專用設備有著較大的市場和潛在市場,要瞄準國內大中型企業和相當一部分民營企業的需要,開發製造質量更好、性能更優異的專用工具機及其自動線,以其優質完善的服務,滿足需求。同時,我也建議一些從事專機製造的企業,也應選擇開發一種或幾種通用,作為與專機生產的互補,形成犄角之勢,形成企業的特色,在市場中求得發展的空間。
鋁工業專用工具機
 專用工具機
專用工具機在粗加工階段,應在短時間內切削儘可能多的坯料,但是因此使工具機的導向部分承受了很大的作用力。與此相反,精加工過程的材料切削量較少,具有較高的加工精度。
適用於鋁錠和鋁板加工的龍門銑床PFA130
龍門銑床PFA130是專為大面積的加工而設計的,例如鋁錠或者鋁板的加工。這種銑床為模組化結構,由下列主要部件組合而成:
●帶動立柱或有固定橫樑的固定立柱。
●帶2個分開的裝夾區的移動台。
●組裝有垂直導板與主傳動裝置及工作主軸的主軸箱。
標準部件按照標準設計成鋼焊接結構形式。在此,藉助結構設計和特殊加強筋,可使其達到很好的減震性能。移動台由鑄造的底座和台面組合而成,上面可以安裝功率強大的進給傳動裝置。
主軸箱專為大型刀具和較高的加工生產能力而設計。其特殊的刀具夾緊裝置,可使用直徑達2,100mm的銑削動力頭。所以在單一的銑削周期中,可對寬度達2m的大型工件進行精加工,從而明顯地縮短加工時間。
●交流主軸傳動裝置在持續運行中功率可達130kw。
●與無縫預拉伸進給元件關聯的高精度測量系統,為小於10mm的Z軸定位精度打下了基礎。
加工時液壓夾緊垂直於滑座,以便在粗加工時提供附加的穩定性;而在精加工時,則保證完全相同的高度。
PFA130的模組化結構,使之能夠既簡單方便又經濟實惠的適套用戶的各種需求。例如,在使用了一段時間之後,由於加工任務的變化或者擴展,需要對機器進行改裝,則只需換裝相應的部件,無需長時間的停機,無需很高的改裝成本,就能實現改裝。這種設計理念為高度專業化的生產提供了極大的靈活性。
如果需要改裝刨床或者龍門銑床,可以修改它的立柱和移動工作檯,並組合在新的工具機中。因此,為了確認其適用範圍,事先檢驗有關部件是非常必要的。圓鋁錠車床DAR 鋁錠車床DAR專為加工圓鋁錠而開發。該車床可以全自動地工作,也能組合到生產線中。
該工具機結構設計的優點在於:
●在工具機的下部,為機械手留出了充足的操作空間。因此,工件通過工具機下部的時候不會受到空間的限制。
●切屑可向下自由散落到連續運行的切屑傳輸帶上。
由於工件裝卸之類的所有工藝過程都是全自動運行的,所以能夠長時間地實現無人操作。
先將單根圓坯錠送到輸入輥道上,在工作間的防護門打開之前,可自動調正和對準位於工具機外側的圓坯錠,在運動過程中實現工件傳送。之後,工具機輸出已完成車削的圓錠,並將其卸放到工具機背面的輸出輥道上。同時,經過工具機前側面已對準的圓坯錠則被安放並夾緊在操作空間中。通過2隻端面夾具夾緊圓坯錠,從而在一次操作過程中就可以完成外表面的加工。
使用2把前後相鄰安置、並按高度等級分裝在一隻共用進給滑座上的刀具進行加工。在同一操作過程中,前面的刀具進行粗加工,後面的刀具則進行精加工。
這種工具機適用於加工直徑從125mm到710mm的圓鋁錠,可由所裝的端面夾具來調節具體的適用範圍。標準的工件長度從600mm到1,700mm。該工具機的加工範圍既涵蓋了大部分直徑範圍,又包含了各種長度範圍。
為了儘可能地縮短加工周期,其主傳動裝置可根據工具機規格選用130—170kw的功率。這種較高的傳動功率可縮短工件的加速和制動過程,而這些過程都是在縮短工藝周期時需要考慮的。
齒輪專業工具機
 專用工具機
專用工具機傳統的齒輪加工工具機,大部分是根據齒輪嚙合原理、採用滾切法加工齒輪,一部分採用成形法加工齒輪,其加工刀具與被加工齒輪之間的主要運動關係相當於一對相嚙合的齒輪或齒條之間的運動關係。採用數控技術後,齒輪加工工具機的加工效率和加工精度進一步提高,但基本加工原理並沒有改變。
通用的5軸5聯動數控工具機主要是用於實現複雜曲面零件的加工。齒輪的齒面是一類特殊的複雜曲面,從理論上講,只要建立數學模型、解決了數控編程問題,使用5軸5聯動數控工具機和球面銑刀可以加工出任意齒形的齒輪齒面。因此,5軸5聯動數控工具機在解決新型齒輪齒面加工上具有特殊的優勢。
但是在加工常用齒形齒輪方面,使用5軸5聯動數控工具機和球面銑刀的加工效率同使用專用齒輪加工工具機相比低很多,特別是在硬齒面加工上效率更低,加工精度也不具有優勢(不能磨削)。所謂以銑代磨,5軸5聯動工具機在加工精度上能夠滿足齒輪的要求(可達到3級精度)的觀點,我認為在不考慮效率的情況下有可能達到,但是並不具有普遍適用性。5軸5聯動數控工具機用於齒輪加工方面,主要作用還是在於解決新型齒輪齒面加工上,在一些特定情況下發揮作用;在常用齒形齒輪加工方面,特別是在批量生產齒輪方面,無論是加工效率、加工精度還是加工成本,專用工具機仍然具有較大的優勢。
近年來,隨著計算機數控技術的發展和普遍套用,齒輪加工工具機、加工工藝技術也有了很大的發展,特別是在高精度、大型齒輪加工方面出現了許多新技術。比如新型數控銑齒機,以銑刀代替滾刀,高速、高效地加工大型風電齒輪、核電齒輪;新型螺鏇錐齒輪數控加工工具機,可以加工多種齒制的螺鏇錐齒輪,擴大了工具機的適用性;採用新型刀具材料、高速工具機實現乾切削,既提高了加工效率和加工精度,也解決了綠色環保問題;採用在機檢測和計算機補償技術,提高工具機加工精度;工具機上配置機械手,實現自動裝夾工件,提高工作效率,等等。
總的來說,齒輪加工專用設備和專用刀具也在不斷的創新和發展,不存在制約了齒輪生產製造的發展與創新的問題。至於在特殊情況下,現有設備不能滿足要求,使用5軸5聯動數控工具機和通用刀具去解決特殊的齒輪加工問題,也是現代數控工具機技術發展帶給我們的一種方便,不能也不應該把它和齒輪專機的作用對立起來看,它只是提供了一種有益的補充。
曲軸專用工具機
 專用工具機
專用工具機1、當曲軸軸頸有沉割槽時,數控內銑工具機不能加工;如果曲軸軸頸軸向有沉割槽時,數控高速外銑工具機和數控內銑工具機均不能加工,但數控車-車拉工具機能很方便地加工。
2、當平衡塊側面需要加工時,數控內銑工具機應當為首選工具機,因為內銑刀盤外圓定位,剛性好,尤其適用於加工大型鍛鋼曲軸;此時不適合用數控車-車拉工具機,因為在曲軸的平衡塊側面需要加工的情況下,採用數控車-車拉工具機加工,平衡塊側面是斷續切削,且曲軸轉速又很高,在這種工況下,崩刀現象比較嚴重。
3、當曲軸的軸頸無沉割槽,且平衡塊側面不需加工時,原則上幾種工具機都能加工。當加工轎車曲軸時,主軸頸採用數控車-車拉工具機,連桿頸採用數控高速外銑工具機則應成為最佳高效加工選擇;當加工大型鍛鋼曲軸時,則主軸頸和連桿頸均採用數控內銑工具機比較合理。
曲軸可以分為體形較大的鍛鋼曲軸和輕量化的轎車曲軸,鍛鋼曲軸軸頸一般無沉割槽,且側面需要加工,餘量較大;轎車曲軸一般軸頸有沉割槽,且側面不需要加工。因此可以得出結論:加工鍛鋼曲軸採用數控內銑工具機,加工轎車曲軸主軸頸採用數控車-車拉工具機,連桿頸採用數控高速外銑工具機是比較合理的高效加工選擇。
