
方法
塑膠塗覆的方法很多,有火焰噴塗、流化噴塗、粉末靜電噴塗、熱熔敷、懸浮液塗覆等。可以用作塗覆的塑膠種類也很多,最常用的是PVC、PE、PA等。塗覆用的塑膠必須是粉狀的,其細度在80~120目。
塗覆好的工件最好乘熱放入冷水中急冷至水溫時取出。急冷後可以降低塑膠塗層的結晶度、提高水含量,使塗層韌性好、表面光亮、黏結力增加,且可克服由於內應力而導致塗層脫落。
為了提高塗層與基體金屬之間的黏結力,塗覆前,工件表面應當無塵和乾燥,沒有銹跡和油脂。多數場合下工件都需要進行表面處理。處理的方法有噴砂、化學處理以及其他機械方法處理。其中噴砂處理效果較好,噴砂能使工件表面粗糙,從而增加了表面積並形成鉤角,使黏結力提高。噴砂後的工件表面要用清潔的壓縮空氣吹去灰塵,並在6h內噴塗塑膠,否則表面將會氧化,影響塗層的附著力。
優點
直接由粉狀塑膠進行塗覆有以下優點:①可使用那些只能以粉狀形式供應的樹脂。②一次塗覆即可得到很厚的塗層。③形狀複雜或帶有銳利邊緣的製品都能很好塗覆。④多數粉耮塑膠具有極好的貯存穩定性。⑤不需溶劑,物料配製過程簡單。不過粉料塗覆也存在一些觸點或局限,例如製件若需預熱,其尺寸就會受到限制。因為塗覆塑膠需要一定時間,對大尺寸製件來說,噴塗尚未結束,有些地方已冷卻到要求溫度以下了。在塑膠粉末噴塗過程中,粉料散失可高達60%,必須收集再用,使工藝過程符合經濟要求。
火焰噴塗
使粉狀或糊狀塑膠通過噴槍發射的火焰變為熔融或半熔融狀態,並隨火焰的氣流射到物體表面而結成塑膠塗層,這就是火焰噴塗。塗層厚度0.1~0.7 mm。用粉狀塑膠進行火焰噴塗時,工件應預熱。預熱方法可以採用烘箱預熱。噴塗不同塑膠時,預熱溫度也不同。
噴塗時的火焰溫度需嚴格控制,太高易燒毀塑膠或損傷塑膠的性能;太低會影響黏附效果。一般噴塗最初一層塑膠時,溫度是許用範圍中最高的,這樣可以增進金屬與塑膠的黏附效果。在噴塗以後各層時,溫度可略為降低。噴槍口與被噴工件距離為100~200 em。當第一層塑膠粉末塑化後,即可大量出粉加厚。直至需要的厚度。如果工件為平面,則將平面放在水平位置,手持噴槍來回移動進行噴塗;如工件為圓柱形或內孔,則須裝在車床上作旋轉噴塗。工件旋轉的線速度為20~60 m/min。當噴塗層厚度達到要求而停止噴塗時,工件應繼續旋轉,直至熔融的塑膠凝固為止,然後再進行急冷。
雖然火焰噴塗的生產效率不很高,過程中常帶有刺激性的氣體,並且還需要相當熟練的技術。但其設備投資不大,對罐、槽內部和大型工件的塗層比用其他方法有效,因此,工業上仍不失為一種重要的加工方法。
流化噴塗
流化噴塗的工作原理是:將樹脂粉末放在一個內部裝有一塊只能通空氣而不能通粉末的多孔隔板的筒形容器的上部,當壓縮空氣由容器下部進入就能將粉末吹起並使之懸浮於容器中。此時若將經過預熱的工件浸入其中,樹脂粉末就會因熔化黏附在工件上而成為塗層。
流化噴塗中工件所得塗層厚度決定於工件進入流化室的溫度、比熱容、表面係數、噴塗時間和所用塑膠的種類,但在工藝中能夠加以控制的只有工件的溫度和噴塗時間兩種,在生產中均須由實驗來決定。
噴塗時,要求塑膠粉流化平穩而均勻,沒有結塊和渦流現象以及散逸的塑膠微粒較少等。為了達到這種要求,技術上應該作出相應的措施。添加攪拌裝置時可以減少結塊和渦流,而在塑膠粉中加入少許滑石粉則對流化有利,不過滑石粉會影響塗層質量。為防止塑膠微料的散逸,應嚴格控制空氣的流速和塑膠粉顆粒的均勻度。但是散逸總是難免的,所以流化床上部應設回收裝置。
流化噴塗的優點是能塗覆形狀複雜的工件、塗層質量高、一次塗覆就可得到較厚的塗層、樹脂損失少、工作環境清潔等,缺點是加工大型工件困難。
粉末靜電噴塗
在靜電噴塗中,樹脂粉末依靠靜電力固定於工件表面,而不是依靠熔融或燒結。其原理是利用高壓靜電發生器所形成的靜電場,使噴槍中噴射出的樹脂粉末帶上靜電荷,而接地的工件成為高壓正極,於是工件表面很快沉積一層均勻的塑膠粉末。在電荷消失前,粉末層附著很牢固,經加熱塑化和冷卻後,即可得到均勻的塑膠塗層。
粉末靜電噴塗是20世紀60年代中期發展起來的,該法容易實現自動化。如果塗層不需要很厚,靜電噴塗不要求工件預熱,因而可用於熱敏性物料或不適於加熱的工件塗覆。它也不需要大型貯器,這在流化噴塗中卻是必不可少的。繞過工件的粉末會被吸引到工件反面,所以濺失的粉料要比其他噴塗少得多,而且只需在一面噴粉,就可把整個工件塗覆。但大型工件還需從兩面噴塗。
帶有不同斷面的工件,會給後加熱帶來困難。若斷面差別過大,可能較厚部位的塗層尚未達到熔融溫度,而薄處的塗層已熔融或降解。在這種情況下,樹脂的熱穩定性是很重要的。
帶有整齊內角和深孔的製件,不易完全為靜電噴塗所塗覆,因為這些區域存在靜電禁止而排斥粉料,妨礙塗層進人角或孔內,除非噴槍可插入其中。此外,靜電噴塗所要求的顆粒較細,因為較大的顆粒易從工件上脫落,而比150目更細的顆粒,靜電作用更有效。
熱熔敷法
熱熔敷法的工作原理是在已經預熱好的工件上用噴槍噴上塑膠粉末,借工件的熱量使塑膠熔融,冷卻後就能使工件蒙上塑膠塗層。必要時還須經過後烘處理。
熱熔敷法工藝控制關鍵是工件的預熱溫度。預熱溫度過高時,常會導致金屬表面嚴重氧化,塗層黏著性降低,甚至可能會引起樹脂分解和塗層起泡變色等現象。預熱溫度過低,樹脂流動性差,不易得到均勻的塗層。熱熔敷法一次噴塗往往不能獲得所需厚度,因此,要反覆噴塗多次。在每次噴塗後均需加熱處理,使塗層完全熔化、發亮,然後再噴塗第二層。這樣不僅可使塗層均勻、光滑,而且還能顯著提高力學強度。高密度聚乙烯加熱處理溫度為170℃左右,氯化聚醚為200℃左右,時間1 h為宜。
熱熔敷法所得塗層質量高、美觀、黏結力大、樹脂損失小、容易控制、氣味少,其噴槍不帶燃燒系統,結構簡單,可利用普通噴漆用噴槍。
懸浮液的塗覆
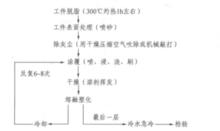
懸浮液塗覆是將三氟氯乙烯、氯化聚醚、聚乙烯等懸浮液先用適當方法塗覆在工件上,然後經加熱塑化使其成為黏結較牢的塑膠塗層。懸浮液塗覆的工藝流程如下圖所示,整個過程與前述各種方法有很多相同之處,故不再重複,只是塗覆一項有必要說明一下。其方法有以下幾種:
 塑膠塗覆
塑膠塗覆其方法有以下幾種:
1.噴塗
將懸浮液裝入噴槍槽內,以表壓不大於0.1 MPa的壓縮空氣使塗液均勻地噴射在工件表面上。為減少懸浮液的損失,應儘量降低壓縮空氣的壓力。工件與噴嘴之間的距離,應保持在10~20cm,噴射面應儘量與料流方向保持垂直。
2.浸塗
使工件先浸在懸浮液內,數秒鐘後將其取出,此時一層懸浮液即會黏附在工件表面,多餘的料液可任其自行流下。此法適用於體積較小而外表面又需全部塗覆的工件。
3.塗刷
塗刷就是用漆刷或毛筆將懸浮液塗拭在工件表面使其帶上塗層。塗刷適用於一般局部塗覆或平面比較狹窄的單面塗覆工件。由於塗刷層經塑化後表面不夠光滑平整,而且每次塗刷的料層又不能過厚,所以目前極少採用。
4.澆塗
將懸浮液傾倒在轉動的中空工件中而使其內表面完全被懸浮液所覆蓋,然後把多餘的料液倒出而使其形成塗層的方法為澆塗。此法適用於小型反應釜、管道、彎頭、閥門、泵殼以及三通等工件的塗覆。
