
簡介
化學鍍是利用還原劑以化學反應的方式在工件表面得到鍍層,不存在電鍍中由於工件幾何形狀複雜而造成的電力線分布不均、均鍍(分散)能力和深鍍(覆蓋)能力不足等問題。無論有深孔、槽或形狀複雜的工件均可獲得厚度均勻的鍍層。均鍍能力好是化學鍍工藝最大的特點及優勢,這是其所以套用廣泛的原因之一。
下圖所示是用電鍍法與化學鍍法施鍍齒輪時二者均鍍能力的對比。
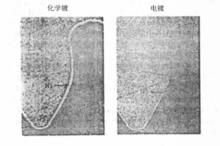 電鍍法與化學鍍法對比
電鍍法與化學鍍法對比化學鍍無論在什麼地方厚度基本相同,但電鍍工藝在深凹部分的鍍層就很薄。要化學鍍層厚度均勻必須保證在施鍍過程中工件表面各部分的沉積速度基本相同。鍍速與溫度、pH值及鍍液組成等因素有關,而這些因素要完全控制一致又很困難,因此實際上鍍層厚度也不可能完全均勻。據統計波動範圍一般在±2%,最大達±5%。攪拌在得到均勻鍍層中起著重要的作用。
生產問題分析
在生產實踐中常出現鍍層厚度不均勻的疵病,根據電解定律只能計算整個被鍍零件表面上的平均厚度,而在電鍍時甚至在與陰極距離完全相等的平面陰極上電流密度和鍍層的分布也是不均勻的。在尖角和邊緣上的鍍層厚度顯然大於理論計算的平均厚度,平面陰極中心表面上的厚度顯然小於平均厚度,實際厚度與平均厚度偏差20%~30%,形狀複雜的零件表面上這種偏差可達到500%~700%。其原因如下。
1、在電鍍時,即使是形狀最簡單的平板零件,由於電流的邊緣效應,電力線容易在零件的尖角、邊緣上集中,電流密度比較大,因此鍍層厚度大於平均厚度。而在中部電力線比較少,電流密度較小,因此鍍層厚度小於平均厚度。
2、對於凹凸不平的或者有深孔的複雜零件,除了電流的邊緣效應外,還由於凹凸兩處與陽極的距離不同,使它們彼此間的歐姆電阻也不同,因而電流密度在凹凸處的分布也不同,凸處與陽極距離近,電阻小,電流密度大,鍍層就厚,反之凹處與陽極距離遠,電阻大,電流密度小,鍍層就薄,甚至在口徑較小的深孔處,由於電力線達不到內壁表面,而沉積不上鍍層。
影響均鍍能力的因素
1、陰極極化度
陰極極化度是陰極極化曲線上每一點的斜率,即該點陰極電位隨陰極電流密度變化而變化的程度。
由下圖可知:陰極極化曲線上各點的斜率不同,所以各點的極化度也不一樣。
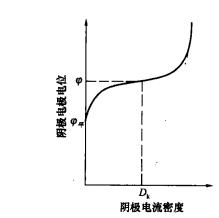 陰極極化曲線
陰極極化曲線如果沒有陰極極化時,陰極表面不同處的電流密度的分布主要取決於它們與陽極間的距離,與陽極距離近處電流密度大,與陽極距離遠處電流密度小,這種電流密度分布稱為初始電流分布。但由於極化的存在,電流流過電極時,相當於電極—溶液界面間串聯了一個等效電阻,其數值與極化度相當,與陽極距離近的陰極處通過的電流密度大,陰極極化值也大,極化引起的電壓降也大,這樣就使整個陰極表面上各處的實際電流密度趨於均勻,從而獲得均勻的鍍層。因此提高陰極化度就能提高均鍍能力。
2、電鍍溶液的電導率
在其他條件確定時,若電鍍液電導率大,即導電能力強,則陰極與陽極間的溶液電壓降的差別就小,就比較容易地通過陰極極化來調整,使電流密度在陰極上分布均勻。如果電鍍液的極化度很小,甚至趨近於零,則增大電鍍溶液的電導率,對均鍍能力和深鍍能力不可能有多大改善,例如鍍鉻時的極化度幾乎等於零,所以即使鍍鉻溶液的導電性能很好,其均鍍能力也很差。
3、電極和鍍槽的幾何因素
電鍍槽的形狀、電極的形狀、尺寸、電極間距離、電極在鍍槽中的位置等都會影響電流密度在陰極上分布的均勻程度,為了消除因此引起的陰極上電流分布不均勻並造成鍍層在陰極衾面的不均勻分布,在電鍍生產中常採用象形陽極和適當增大陰極與陽極之間的距離等措施。
4、基體金屬表面狀態
如果氫在基體金屬上的過電位小於鍍層金屬上的過電位,那么在剛入槽電鍍時,將有大量氫氣放出,會影響鍍層金屬的均勻鍍覆。又如金屬中含有氫過電位小的雜質(如鑄鐵中的碳雜質),這些雜質上容易放出氫氣,因此也不容易鍍覆均勻。為獲得均勻連續的鍍層,常在最初通電時採用短時間的大電流密度進行“衝擊”,使被鍍金屬表面很快地先鍍上一層氫過電位大的鍍層金屬,然後按正常規定的電流密度電鍍,基體金屬的不良影響就可消除。
