
簡介
為了使形狀複雜的模鍛件坯料的形狀接近模鍛件形狀,使金屬合理分布和充滿模膛,則必須先在制坯模膛內制坯。制坯模膛常見的有拔長模膛、滾壓模膛、彎曲模膛、切斷模膛等。
拔長模膛
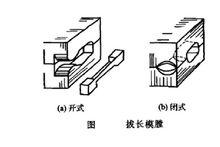 圖 1
圖 1拔長模膛的作用是減小坯料某部分的橫截面面積,以增加該部分的長度。當模鍛件沿軸向橫截面面積相差較大時, 可採用拔長模膛。拔長模膛分為開式(圖1a)和閉式(圖1b)兩種,一般設在鍛模的邊緣。操作時坯料除送進外還需翻轉。
滾壓模膛
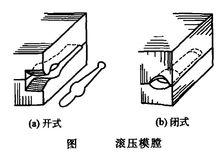 圖 2
圖 2滾壓模膛的作用是減小坯料某部分的橫截面面積,以增大另一部分的橫截面面積。主要是使金屬按模鍛件形狀來分布。滾壓模膛分為開式(圖2a)和閉式(圖2b)兩種。當模鍛件沿軸線的橫截面面積相差不大或修整拔長後的毛坯時,採用開式滾壓模膛。當模鍛件的最大和最小截面相差較大時,採用閉式滾壓模膛。操作時需不斷翻轉坯料。
彎曲模膛
 圖 3
圖 3彎曲模膛的對於彎曲的桿類模鍛件,需用彎曲模膛來彎曲坯料(圖3)。坯料可直接或先經其他制坯工步後放人彎曲模膛進行彎曲變形。彎曲後的坯料須翻轉90°再放入模鍛模膛成型。
切斷模膛
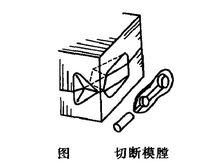 圖 4
圖 4切斷模膛的在上模與下模的角部組成一對刀口,用來切斷金屬(圖4)。單件鍛造時,用其從坯料上切下鍛件或從鍛件,上切下鉗口。多件鍛造時,用其來分離成單個件。
注意事項
 圖 5
圖 5根據模鍛件的複雜程度不同,所需變形的模膛數量不等,可將鍛模設計成單膛鍛模或多膛鍛模。單膛鍛模是在一副鍛模上只設計一個終鍛模膛。如齒輪坯的模鍛件就可將截下的圓柱形坯料,直接放人單膛鍛模中成型。多膛鍛模是在一副鍛模上設計兩個以上模膛的鍛模。如彎曲連桿模鍛件的鍛模即為多膛鍛模(圖5)。
