
概述、標準和市場
冷凍酸乳主要分為軟質的、硬質的或穆斯三大類。這些產品的物理狀態與冰淇淋類似,兼具酸乳強烈的酸味和冰淇淋冰涼的特點。此外,與酸乳相比,這些產品含有多量的糖及穩定劑和乳化劑,因為在凝凍過程中需要這些成分保持微細的氣泡狀結構。
Kosikowski(1977)就冷凍酸乳的進展和有關的技術數據曾作過詳細論述,Mann(1977,1979)彙編了幾篇有關冷凍酸乳的國際文摘;Lang(1979)及Rothwell(1993)也曾綜述過這個領域的進展。在大多數國家,冷凍酸乳在其化學組成、最低的酸乳含量、凝凍前酸乳和冰淇淋混合料的熱處理和銷售時乳酸菌的數量方面沒有統一的國家標準。然而,Westerbeek(1996)曾經指出,在荷蘭,標準規定冷凍酸乳中的酸乳含量應≥70%,而pH應小於5,但在美國消費者喜歡pH高些的冷凍酸乳。很難得到各個國家在冷凍酸乳產量和市場方面的資料。但在美國,1993年的銷售量約在5.5億L,
生產工藝
一般來說,不同類型的冷凍酸乳的生產過程是相似的,在20世紀80年代之前,Bradley和Winder(1977),Collins(1977),Chandan(1977),Mitten(1977),Grosser(1978),Morris(1979)及Speck和Hansen(1983)曾報導過冷凍酸乳的一些製法。基本上,其生產過程為,將冷的天然攪拌型酸乳與冷的果汁糖漿、穩定劑和乳化劑及糖混合(對穆斯酸乳生產,穩定劑、乳化劑和糖要趁熱加入),然後在普通冰淇淋凝凍機內將混合料凝凍。酸乳與果汁糖漿混合料的化學組成和貯藏溫度會最終影響這些冷凍酸乳產品的物理特性,表5-9列舉了一些建議配方;酸乳與果汁糖漿的比例分別為65%~80%和20%~35%。
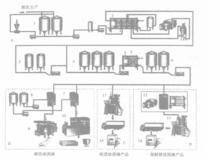 圖1 冷凍酸乳的簡化流程圖
圖1 冷凍酸乳的簡化流程圖最近,McGill(1995)取得了一項包裝專利,適合於調製和分發冷凍酸乳之類的冷凍產品。生產冷凍酸乳的其他方法還有:①原料乳不發酵;②原料乳直接或間接發酵。因此,這些產品可由酸乳或含有50:50的糖和酸乳的混合冰淇淋料製得,以使冷凍酸乳有89%~90%的膨脹率。同樣,在某些情況下,可在冷凍前將加工過的原料乳或冰淇淋混合料接入濃縮發酵劑。圖1表示了生產冷凍酸乳所需要的設備流程圖。
儘管已確定了很好的生產工序,但以下建議可有助於減少冷凍酸乳的缺陷:(1)除了生產穆斯酸乳外,要確保果汁糖漿經過巴氏殺菌,冷卻後加入酸乳中;(2)酸乳與果汁糖漿應緩慢混合,因為強烈的攪拌可能會導致冷凍酸乳清涼口味的喪失;(3)在攪打和凝凍過程中用氮氣代替空氣可得到保質期較長的冷凍酸乳;(4)用乳糖水解過的乳清代替普通甜昧料(如糖和玉米糖漿);(5)無糖的穆斯酸乳不能在0℃以上貯藏,因為產品融化可能出現乳清析出和泡沫的部分坍塌。
Meyer(1989)對在美國銷售的冷凍酸乳的成分做了全面詳細的比較。混合料中的脂肪含量可影響冷凍酸乳的質量。Venkateshaiah等報導,脂肪含量為5g/100g的混合料生產出了最令人接受的酸乳,而在埃及主張用脂肪含量為10g/100g的混合料;膨脹率隨著脂肪含量的增加而增加。因此,在混合料製備期間,將使用包括酸乳在內的許多配料,所以必須要正確計算脂肪和SNF含量以得到平衡的混合料。建議用代數方法汁算,尤其在考慮操作費用和最終產品的質量時。對製備冰淇淋混合料假設的例子,Hyde和Rothwell(1973)及Marshall和Arbuckle(1996)已報導過,這些例子同樣適用於冷凍酸乳。
如別處所述,美國消費者喜歡pH高些的冷凍酸乳,而Gooda等認為,雖然pH低的混合料能提高冷凍酸乳的膨脹率,但產品經60天的貯藏後與同類在pH 5之下冷凍的產品相比,感觀質量有所下降。原料乳中的非脂乳固體可通過不同的配料來調整,例如,大豆和脫脂乳或酪乳以50:50的比例製成的濃漿、UF乳和添加水解過的WPC、脫脂乳、SMP、酸乳、稀奶油或植物油和蔗糖或麥芽糊精和濃縮的農家乳酪乳清。
Salem等極力主張用10g/100g的脂肪和3%的發酵劑來生產冷凍酸乳。然而,嗜熱鏈球菌和德氏乳桿菌保加利亞亞種在冷凍酸乳中的存活對於保持產品的醫療形象是非常重要的。Bielecka等報導,冷凍酸乳在一25℃下經過10個月貯藏後,發酵劑乳酸菌仍具活性;Stenby(1993)重申了使用專門菌種對冷凍酸乳的重要性。冷凍酸乳中發酵劑菌種的活性曾由許多學者研究過。乳酸菌數量的明顯變化可能是由於:(1)基料未完全發酵;(2)基料在發酵後,冷凍前已經過熱處理;(3)發酵劑菌種對冷凍敏感。然而,Mashayekh和Brown(1992)及Thompson和Mistry(1994)曾報導過在冷凍酸乳中β一半乳糖苷酶的活性有所降低(如大約降到70%),在極端情況下,非常低的活性將很難提高冷凍酸乳對乳糖消化不良者的治療效果。不過,要提高冷凍酸乳中乳酸菌的存活數量,可用微膠囊化處理來實現。
Halambeck等報導,純的EPS產生菌並不適用於生產冷凍酸乳,因為多糖物質會妨礙脂肪和酪蛋白的聚集。這個缺陷可通過非EPS和EPS發酵劑菌種的混合使用來克服。
消費者對調味冷凍酸乳的接受能力每個國家各不相同,用於冷凍酸乳的包裝類型也是一樣;有一些例子曾被報導過 。
冷凍酸乳的分類
按產品是否進行殺菌分類
冷凍酸乳有活菌型和殺菌型兩種類型。活菌型酸乳的規格標準規定每1mL成品中含活菌1000萬以上,大腸菌陰性。市售的成品一般為乳脂肪4%一6%,非脂乳固體11.5%。對於其風味、組織狀態和耐冷凍性等要求較嚴。關於保藏,規定為一25℃冷庫中可保藏1年,其中乳酸菌可保證80%的存活率。
按產品的質地分類
 圖2 冷凍酸乳的配方 單位:%(質量分數)
圖2 冷凍酸乳的配方 單位:%(質量分數)冷凍酸乳按質地可分成軟質和硬質兩種類型。兩種基料有些不同,典型的配方如圖2所示。
冷凍酸乳的加工
雙歧桿菌冷凍酸加工技術
1、概述
雙歧桿菌是一類專性厭氧桿菌,要求的厭氧及營養條件較高,廣泛存在於人及動物腸道中,母乳中含有雙歧桿菌生長促進因子。雙歧桿菌在母乳餵養的健康嬰兒腸道中幾乎以純菌狀態存在,雙歧桿菌在腸道中的數量成為嬰幼兒和成人健康狀況的標誌,反映了雙歧桿菌對人體健康的重要作用。
將異麥芽低聚糖這種促雙歧因子添加到酸乳中,加工成具有促雙歧桿菌生長功能的冷凍酸乳,大大提高了酸乳製品的生命力,食用後既可直接攝取活性乳酸菌,又可激活腸道中雙歧桿菌的生長,達到內外雙向增加人體腸道中有益菌群含量的目的。
雙歧桿菌發酵乳的技術關鍵是保證產品具有一定活菌含量、營養衛生及外觀風味。
2、原料與配方(參考配方)
鮮牛乳70%;全脂乳粉3%;異麥芽低聚糖7%;蔗糖4%;發酵劑3%;穩定劑0.24%;餘量為飲用水。
3、主要設備
隔水式電熱恆溫培養箱、高壓勻漿泵、小型冰淇淋凝凍機、冰櫃。
4、工藝流程
 圖3 工藝流程
圖3 工藝流程工藝流程見圖3.
5、操作要點
(1)異麥芽低聚糖漿製備
將各種穩定劑與異麥芽低聚糖及蔗糖混勻,使穩定劑分散便於溶解,加入所需溫水將物料全部溶解後加熱至60~65℃,經100目篩布過濾後.在60℃、15MPa條件下均質,然後將均質液加熱到95℃保溫5min進行殺菌,隨後冷卻至5℃備用。
(2)酸乳的製備
將鮮牛乳淨乳後加熱到50℃以上,加入乳粉溶解後,在65℃、15~18MPa條件下均質,然後將乳液加熱至95℃保溫5min進行殺菌,隨後冷卻至43℃。接種3%的混合發酵劑,攪拌均勻後在41~43℃下發酵至pH 4.6時,立即停止發酵。
(3)破乳
發酵好的酸乳隨即進行冷卻,當溫度達到25℃時,緩慢進行攪拌,加快冷卻速度,當冷卻到10℃以下時停止攪拌,若此時仍有凝乳時繼續緩慢攪拌至料漿黏稠均勻、無塊狀物為止。
(4)配料
將制好的糖漿液加入到上述乳液中攪拌均勻.此時料溫以3~5℃為佳。
(5)凝凍、灌裝、硬化
上述料漿經凝凍機凝凍.出口料溫控制在-5~-3℃.凝凍好的物料迅速進行灌裝,然後立即送入一23℃的冷凍室硬化10h以上,取出後在一18℃條件下貯存。
雙歧桿菌冷凍酸乳質量標準
1、感官指標
色澤:呈均勻一致的白色或乳白色。
滋味和氣味:具有酸乳特有的發酵芳香味,甜中透酸.香而不膩,給人以愉快感,無不良氣味。
組織狀態:無肉眼可見冰晶,組織緻密,無外來雜質。
2、理化指標
異麥芽低聚糖(以還原糖計)>3%;非脂乳固體>11%;蔗糖>5%;脂肪>3%;酸度:50~65°T;乳酸菌>1.5×108個/mI。;汞(以Hg計)<0.01mg/kg。
3、微生物指標
大腸菌群<450個/100mI;致病菌不得檢出 。
