概念
內高壓成形(Hydro Forming)也叫液壓成形或液力成形,是一種利用液體作為成形介質,通過控制內壓力和材料流動來達到成形中空零件目的的材料成形工藝。
原理
內高壓成形的原理是通過內部加壓和軸向加力補料把管坯壓入到模具型腔使其成形為所需要的工件。對於軸線為曲線的零件,需要把管坯預彎成接近零件形狀,然後加壓成形。
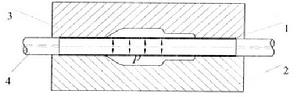 內高壓成型原理圖
內高壓成型原理圖優點及套用
內高壓成形的構件質量輕,產品質量好,並且產品設計靈活,工藝過程簡捷,同時又具有近淨成形與綠色製造等特點,因此在汽車輕量化領域獲得了廣泛的套用。通過有效的截面設計與壁厚設計,許多汽車零部件都能用標準管材,通過內高壓成形製成結構複雜的單一整體構件。這顯然在產品質量,生產工藝簡捷性等方面比傳統的衝壓焊接方式優越得多。大多數液壓成形工序只需一個與零件形狀一致的凸模(或液壓成形沖頭),液壓成形機上的橡膠隔膜起到通常凹模的作用,因而模具成本比傳統模具少約50%。與傳統的需多道工序的衝壓成形相比,液壓成形只需一步就可成形相同零件。
與衝壓焊接件相比,管材液壓成形的優點是:節約材料,減輕重量,一般結構件可減重20%~30%,軸類零件可減重30%~50%:如轎車副車架,一般衝壓件重為12kg,內高壓成形件為7~9kg,減重34%,散熱器支架,一般衝壓件重16.5kg,內高壓成形件為11.5kg,減重24%;可減少後續的機加工量和組焊工作量;提高構件的強度與剛度,由於焊點減少而提高疲勞強度。與沖焊件相比,材料利用率為95%~98%;降低生產成本和模具費用30%。
