
簡介
它具有動作靈活可控、定位準確可靠、負載驅動力高、環境適應力強等特點。目前,多自由度機械手廣泛套用於鋼鐵、海洋、石油、化工、物流搬運等生產自動化行業,大大減輕了工人勞動強度和勞動條件,提高了生產效率,穩定了產品質量。
現有的大部分機械手採用電機作為動力,具有結構簡單、重量輕、動作迅速、工作可靠、節能和環保等優點,但是,電氣機械手負載相對較小,並且要有配套的減速設備,對抗衝擊和高負載方面沒有優勢。而液壓機械手採用液壓動力,運用電液伺服控制,具有動作靈活、負載剛性大、精度高、回響速度快、功率重量比大的優點,比較適合大功率負載搬運的場合。
但是,在液壓機械手中液壓系統的不合理設計,往往會導致傳動效率較低,這是一個需要長期研究解決的問題。
機械手的分類
對於注塑生產中使用的機械手,一般可按其功能分為以下三種類型:
1)簡易型注塑機械手;2)記憶再現型注塑機械手;3)智慧型型注塑機械手。
五自由度液壓伺服機械手研製
系統工作原理與性能指標
1、系統工作原理
液壓機械手系統如圖1所示。
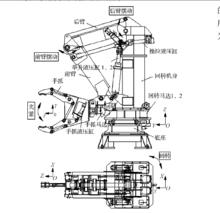 伺服機械手
伺服機械手系統主要由夾取機構、俯仰機構、推拉機構及迴轉機構五自由度機構組成。迴轉機構由兩個液壓馬達和迴轉平台組成,構成機械手在水平面上的迴轉自由度;俯仰機構由兩個舉升液壓缸和連桿組成,構成機械的升降自由度; 推拉機構由一個推拉液壓缸和連桿組成,構成機械手伸縮自由度; 手抓機構由一個液壓馬達、一個液壓缸和手抓部分組成,構成機械手手抓的旋轉與夾取自由度。五自由度機構組成機械手姿態調整系統。
機械手工作原理為: 由兩個液壓馬達驅動機械手旋轉運動; 由兩個舉升液壓缸驅動機械手舉升運動; 由一個推拉液壓缸驅動機械手推拉運動; 由一個液壓馬達驅動手抓旋轉運動; 由一個液壓缸驅動手抓張合運動。
2、主要性能指標
主要性能指標如下:
(1) 重複定位精度:<±1mm;
(2) 最大工作半徑:5000mm;
(3) 工作高度範圍:500mm~4000mm;
(4) 液壓缸速度:≤300mm/s;
(5) 馬達迴轉速度:≤45/s;
(6) 工作環境溫度:<1150℃。
電液伺服系統設計
液壓系統原理
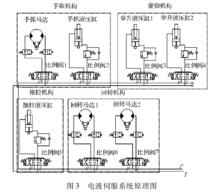
考慮到機械手性能指標和工作要求,液壓機械手系統原理如圖所示。
 伺服機械手
伺服機械手該系統由迴轉機構驅動迴路、俯仰機構驅動迴路、推拉機構驅動迴路、手抓機構驅動迴路等主要部分組成。
圖中,迴轉機構驅動迴路主要由兩個液壓馬達和兩個比例閥、電動球閥組成。兩個比例閥控制兩個液壓馬達實現機械手機身的旋轉運動精確定位。當機械手機身處於制動狀態時,系統通過電動球閥切斷供油的主油路,換成制動油源給液壓馬達反方向供油,使兩馬達產生相反旋轉動力,從而使機身穩定地停在控制點,以實現機械手機身的制動。俯仰機構驅動迴路主要由兩個比例閥、兩個液壓缸、背壓閥組成,該驅動機構採用“一閥控一缸”的液壓同步驅動方式控制兩個液壓缸實現機械手的舉升動作。同時,油路還在機械手下降迴路增加了背壓閥,以保證機械手垂直位置的穩定。推拉機構驅動迴路主要由液壓缸、電液比例閥、背壓閥組成,由一個比例閥控一個液壓缸,實現機械手的推拉運動。手抓機構驅動迴路主要由液壓缸、液壓馬達、兩個電液比例閥、電動球閥、背壓閥組成,由兩個比例閥分別控制液壓缸和液壓馬達,實現機械手手抓的迴轉與抓取運動。
電氣控制系統設計
1、系統硬體設計與選型
本研究選取電氣控制元件如下:
(1)PLC設計與選型。
工業PLC的CPU型號為313C; 電源模組型號為PS307(2A) ; 位置檢測模板SM338; 模擬量輸出模組SM332。
(2) 監控計算機設計與選型。
工控機型號為IPC-610MB-L。
(3) 通信板塊設計與選型。
通信板塊型號為CP5611。
2、下位機控制軟體
下位機主要完成機械手的具體動作,系統主要包括主程式OB1模組; 定時中斷程式OB35; 點動模組FB1,對應背景數據模組DB1存放各液壓缸與馬達的點動運行數據; 自動運行模組FB2,對應背景數據模組DB2存放各液壓缸與馬達的自動運行數據; 點動PID模組FB3,對應背景數據模組DB3存放點動PID運算結果; 自動PID模組FB4,對應背景數據模組DB4存放自動PID運行結果; 數據記錄模組FB5,對應背景數據DB5存放記錄數據。
3、上位機軟體設計
上位機控制系統作為機械手運動控制的中樞,接受界面輸入的位置值或自動工作時事先確定的位置值,控制機械手各關節執行相關的動作。上位機程式主要由通信模組、數據記錄模組、參數設定模組、曲線繪製模組組成。
