原理簡介
 CO2氣體保護焊焊接過程示意圖
CO2氣體保護焊焊接過程示意圖二氧焊,即二氧化碳氣體保護焊的簡稱。
 二氧化碳氣體保護焊焊機
二氧化碳氣體保護焊焊機CO2氣體保護焊是二氧化碳焊機以可熔化的金屬焊絲作電極,並有CO2氣體作保護的電弧焊。是焊接黑色金屬的重要焊接方法之一。
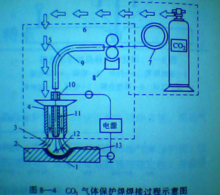
CO2氣體保護焊焊接過程示意圖,如左圖,1-熔池 2-焊件 3-CO2氣體 4-噴嘴 5-焊絲
6-焊接設備 7-焊絲盤 8-送絲機構 9-軟管 10-焊槍 11-導電嘴 12-電弧 13-焊縫
工藝特點
1. CO2焊穿透能力強,焊接電流密度大(100-300A/m2),變形小,生產效率比焊條電弧焊高1-3倍
2. CO2氣體便宜,焊前對工件的清理可以從簡,其焊接成本只有焊條電弧焊的40%-50%
3. 焊縫抗銹能力強,含氫量低,冷裂紋傾向小。
4. 焊接過程中金屬飛濺較多,特別是當工藝參數調節不匹配時,尤為嚴重。
5. 不能焊接易氧化的金屬材料,抗風能力差,野外作業時或漏天作業時,需要有防風措施。
6. 焊接弧光強,注意弧光輻射。
冶金特點
CO2焊焊接過程在冶金方面主要表現在:
1. CO2氣體是一種氧化性氣體,在高溫下分解,具有強烈的氧化作用,把合金元素燒損或造成氣孔和飛濺等。
2.解決CO2氧化性的措施是脫氧,具體做法是在焊絲中加入一定量脫氧劑。實踐表明採用Si-Mn脫氧效果最好,所以目前廣泛採用H08Mn2SiA/H10Mn2Si等焊絲。
焊接材料
保護氣體CO2
用於焊接的CO2氣體,其純度要求≥99.5%,通常CO2是以液態裝入鋼瓶中,容量為40L的標準鋼瓶可灌入25Kg的液態CO2, 25Kg的液態CO2約占鋼瓶容積的80%,其餘20%左右的空間充滿氣化的CO2。氣瓶壓力表上所指的壓力就是這部分飽和壓力。該壓力大小與環境溫度有關,所以正確估算瓶內CO2氣體儲量是採用稱鋼瓶質量的方法。(備註:1Kg的液態CO2可汽化509LCO2氣體)
CO2氣瓶外表漆黑色並寫有黃色字樣
市售CO2氣體含水量較高,焊接時候容易產生氣孔等缺陷,在現場減少水分的措施為:
1) 將氣瓶倒立靜置1-2小時,然後開啟閥門,把沉積在瓶口部的水排出,可放2-3次,每次間隔30分鐘,放後將氣瓶放正。
2) 倒置放水後的氣瓶,使用前先打開閥門放掉瓶上面純度較低的氣體,然後在套上輸氣管。
3) 在氣路中設定高壓乾燥器和低壓乾燥器,另外在氣路中設定氣體預熱裝置,防止CO2氣中水分在減壓器內結冰而堵塞氣路。
焊接材料(焊絲)
1)二氧化碳焊機焊絲要有足夠的脫氧元素
2)含碳量Wc≤0.11%,可減少飛濺和氣孔。
3)要有足夠的力學性能和抗裂性能。
焊絲直徑及其允差(GB/T8110-1995)
焊絲直徑mm 允許偏差
φ0.5;φ0.6 +0.01,-0.03
φ0.8,φ1.0
φ1.2,φ1.6, +0.01,-0.04
φ3.0;φ3.2 +0.01,-0.07
焊接工藝
| 序號 | 型號 | 牌號 | 規格 | 適用範圍 |
| 1 | ER49-1 | H08Mn2SiA | φ1.2 | Q235.20#.20g.2OR.16MnR間焊接 |
| 2 | ER50-6 | H11Mn2SiA | φ1.2 | Q345.16MnR等間焊接 |
| 3 | ER49-1 | H08Mn2SiA | φ1.2 | Q235.20#.20g.2OR.Q345.16MnR間焊接 |
| 對接平焊(I型坡口) | 板厚 mm | 焊絲直徑 | 焊接電流A | 焊接電壓V | 焊接速度 Cm/min | 焊絲乾伸長mm | 氣流量 L/min | 層數 |
| 6 | φ1.2 | 120-140 | 20-22 | 50-60 | 10-12 | 10- 15 | 2 | |
| 8 | φ1.2 | 130-150 | 21-23 | 45-50 | 10-12 | 10- 15 | 2 | |
| 10 | φ1.2 | 200-250 | 24-26 | 45-50 | 10-12 | 10- 15 | 3 | |
| 14 | φ1.2 | 280-320 | 28-34 | 35-45 | 10-12 | 12- 18 | 5 | |
| 20 | φ1.2 | 360-400 | 34-38 | 35-40 | 10-12 | 15- 20 | 7 |
| 角焊(I型坡口) | 板厚 mm | 焊絲直徑 | 焊接電流A | 焊接電壓V | 焊接速度 Cm/min | 焊絲乾伸長mm | 氣流量 L/min | 層數 |
| 6 | φ1.2 | 150-180 | 22-25 | 50-60 | 10-12 | 10- 15 | 2 | |
| 10 | φ1.2 | 200-250 | 24-26 | 45-50 | 10-12 | 10- 15 | 3 | |
| 14 | φ1.2 | 280-320 | 28-32 | 35-45 | 10-12 | 12- 18 | 5 | |
| 20 | φ1.2 | 360-400 | 34-38 | 35-40 | 10-12 | 15- 20 | 7 |
備註:對接間隙為1-1.5毫米
常見缺陷
氣孔
原因:
1.二氧化碳氣體不純或供氣不足
2.焊接時候捲入空氣
3.預熱器不起作用
4.焊接區域風大,氣體保護不好
5.噴嘴被飛濺物堵塞,不通暢。噴嘴與工件距離過大
6.焊件表面油污、鏽蝕處理不徹底
7.電弧過長,電弧電壓過高
8.焊絲中Si-Mn含量不足
咬邊
原因:
1. 電弧過長,電弧電壓過高
2.焊接速度過快、焊接電流過大
3.焊工擺動不當
焊縫成型不良
原因:
1.工藝參數不合適
2.焊絲矯正機構調節不當
3.送絲輪中心偏移
4.導電嘴鬆動。
電弧不穩
原因:
1.外界網路電壓影響
2.焊接參數調節不當
3.導電嘴鬆動。
4.送絲速度不穩定、導電嘴磨損等。
飛濺
原因:
1..焊接電參數調節不匹配
2. 氣流量過大
3.工件表面過於粗糙
4.焊絲伸出長度過長
未焊透
 CO2氣體保護焊焊絲
CO2氣體保護焊焊絲原因:
1.焊接電流太小,送絲不當
2.焊接速度過快或過慢
3.坡口角度太小,間隙過小
4.焊絲位置不當,對中性差
5.焊工技能水平
二氧焊焊煙防治
焊接煙塵成分及特點
焊接煙塵是由金屬及非金屬物質在過熱條件下產生的蒸氣經氧化和冷凝而形成的。因此電焊煙塵的化學成分,取決於焊接材料(焊絲、焊條、焊劑等)和被焊接材料成分及其蒸發的難易。不同成分的焊接材料和被焊接材料,在施焊時將產生不同成分的焊接煙塵。
焊接煙塵的特點有:
(1) 焊接煙塵粒子小,煙塵呈碎片狀,粒徑為1µm左右。
(2) 焊接煙塵的粘性大。
(3) 焊接煙塵的溫度較高。在排風管道和濾芯內,空氣溫度為60~80℃。
(4) 焊接過程的發塵量較大。一般來說,1個焊工操作1d所產生的煙塵量約60~150g。幾種焊接(切割)方法施焊時(切割時)每分鐘的發塵量和熔化每千克焊接材料的發塵量
焊接方法的發塵量
二氧化碳焊
實芯焊絲(直徑1.6mm) 450~650 5~8
藥芯焊絲(直徑1.6mm) 700~900 7~10
二氧焊焊煙危害
CO氣保焊接區域的污染按形成方式不同,分為化學污染和物理污染兩大類。
化學污染
化學污染是指CO氣保焊接過程中產生的有害氣體和煙塵。進行CO氣保焊接時,在焊接區域,電弧周圍會產生一些有害物質。
CO氣保焊接產生的有害物質可分為兩類,一類是有害氣體,主要是二氧化碳(CO)、一氧化碳(CO)、二氧化氮(NO)和臭氧(O)。一類是煙塵,其主要成分是三氧化二鐵(FeO)、二氧化矽(SiO)和氧化錳(MnO)等。這些有害物質,除了二氧化碳是為了保護電弧和熔池,從焊槍中噴出的,焊接沒有用完而殘存在焊接區域周圍,其餘的有害物質都是從焊接電弧和焊接熔池中產生出來的。
物理污染
物理污染主要包括:CO氣保焊高溫電弧光產生的紫外線、紅外線等。
二氧焊焊煙淨化
自然通風
濾筒式移動焊煙淨化器。
高負壓焊煙除塵器
自然通風成本最低,主要採用純自然的方法,通過開窗通風,設定百葉窗等方法減少車間焊煙的濃度。
濾筒式移動焊煙淨化器,將萬向吸氣臂對準焊煙產生的點。通過系統產生的負壓,將焊煙中產生的粉塵和有毒有害氣體吸入淨化器中,進行收集。濾筒式移動焊煙淨化器有著廣泛的套用。它方便靈活,便於移動。能滿足各種靈活的工況。
 二氧焊焊煙淨化
二氧焊焊煙淨化高負壓焊煙除塵器,主要將50mm口徑的軟管與焊機頭直接連線。焊機工作時除塵器工作,焊機停止時除塵器也停止。這樣保證在使用最小風量的同時,有效的處理焊煙。另外高負壓焊煙除塵器可以連線最長20m的軟管,可以有效的和自動焊機頭等連線。克服了移動式吸氣臂需要手工移動位置的不足。正在的做到了自動化,並且收集淨化效果顯著。
