公司簡介:
丹東通瑞博成化工有限公司坐落於中國最大的邊境口岸城市―丹東市,地處環渤海經濟圈核心地帶,與朝鮮民主共和國隔江相望。

丹東通瑞博成化工有限公司借中央振興東北老工業基地的東風崛起成長壯大,是一家專業從事金屬表面處理研發生產銷售的科技型企業。
公司引進德國的先進技術與管理理念,不斷追求完美,開發出新一代適合現代塗裝需要的脫脂劑(粉)、金屬覆膜劑、封閉劑、防鏽油、漆霧凝聚劑以及其他新型的金屬表面處理劑,產品廣泛套用於汽車、機車、腳踏車、家用電器、儀器、儀表、五金、機械、家具等行業。
公司可根據客戶需求設計、製造各類塗裝(噴塗、噴粉、電泳、防鏽、拉絲等)前處理工藝流程。使客戶以最低的成本,創造最佳的品質。
公司理念:
通瑞博成以“把握時代、引領未來”的開創精神通過不斷汲取新的技術、新的理念,持續開發新產品、改進原有產品,積極與世界接軌,產品暢銷全國各地,並出口朝鮮。
公司全體同仁決心以“優質產品、優秀服務”與客戶實現雙贏,共同發展,與時俱進,為廣大客戶提供優質的售前、售中、售後一條龍服務。
我們堅持以:“質量第一、堅守信譽、熱忱服務、銳意創新”為經營宗旨,在日趨激烈的市場競爭中,不斷吸取國外先進工業技術,秉著自身強大的技術研發力量,卓越的性能,頗具競爭力的價格,全方位的優質服務,客戶滿意是我們持之以恆的奮鬥目標。
公司產品:
1.脫脂系列:脫脂劑(粉) 常溫脫脂劑 中溫脫脂劑 脫脂添加劑 低泡脫脂劑
主要適用於金屬家具家電汽車生產企業,金屬包裝箱廠、械產品加工廠、防盜門廠、卷櫃製造廠等行業。
鹽酸型抑霧劑 硫酸型抑霧劑 混合型抑霧劑 常溫脫脂除銹“二合一”
主要適用於金屬拉絲廠、鐵塔廠、鋼鐵加工廠、鍍鋅廠、電鍍廠、標準件廠、汽車加工廠、等的酸洗工藝。
常溫磷化液 手擦金屬覆膜劑 漆霧凝聚劑 鐵系磷化液 石油油、套管節箍磷化液
主要適用於汽車配件、儀器儀表廠、機械零配件、散熱器廠、石油機械配件、暖氣片廠、五金工具等行業。
除油劑 除油粉 常溫除油劑 膠鈦表調劑 水基防鏽劑 脫水防鏽油 絮凝劑 漆霧凝聚劑
主要適用於電泳塗裝、機械加工製造、金屬家具家電、儀器儀表製造。鐵路汽車航空領域配件製造等行業。
技術支持:
1.防鏽黑色磷化處理工藝:




服務保障:
夥伴關係――我們謀求與客戶建立長久、互信的合作關係,共享繁榮和成長。客戶是我們公司存在的前提,但雙方只有致力於共同滿足下遊客戶的需求,才能共同創造並實現彼此的價值。
質量保證――我們施行嚴格的質量控制,承諾每一批產品的質量與樣品或試用品完全一致,為客戶解決問題的效果與試用時完全一致。
服務宗旨――我們提供完整的表面處理解決方案,用及時、精良的技術服務幫助客戶解決表面處理領域的所有問題。我們深知:只有準確理解客戶的需求,充分解決客戶的問題,我們才有可能創造價值。
成本效率――我們承諾讓客戶的每一分錢都發揮最大的效用。絕不為了實現絕對成本最低而犧牲產品質量,或者讓技術服務打折扣。
創新技術――客戶的需求是我們行動的指南針。客戶的需求在變,我們的產品、服務和後台支撐體系都必須隨需應變。我們通過不斷創新,改進產品,完善服務,降低成本,同客戶一道創造更大的價值。
產品詳解:
MF―3051表調劑MF-3051是一種弱酸性鋼鐵用表面調整劑。鋼鐵件經過表面調整後,磷化速度快,磷化膜結晶細密、均勻;在工藝時間內使磷化膜形成得更加充分、完整。另外表面調整工序能有效地降低磷化藥劑的消耗量,並進一步提高塗層的耐腐蝕性能和附著力。

如採用下列任一種前處理工藝,表面調整工序尤其必要:
1.在脫脂工序中採用強鹼型脫脂劑進行處理的;
2.在整個處理過程中設有化學除銹工序的;
3.常溫鋅系或常溫改性鋅系磷化。
為了充分發揮表面調整效果,不應在表面調整和磷化兩工序之間設定水洗或其它工序。
表面調整劑的用量為1~1.5%, 處理方式採用噴淋式或浸漬式均可。
產品參數
1、 酸度: 10~25點
2、 處理溫度:常溫
3、 處理時間:30~120s
4、 PH 值:1.5~2.0
MF―3001脫脂劑
MF-3001是由多種優質鹼類物質、表面活性劑和水質處理劑等複合成的低溫高效、弱鹼性脫脂劑,具有除油效果強、操作簡單、用量少、管理方便、使用壽命長、常溫下使用等優點,對各類油脂均有良好的清除效果,採用噴淋、浸泡等工藝處理均可。

槽液配製(1000L)
1、向處理槽內加80%的水;
2、向處理槽內投入MF-3001 60公斤;
3、補充加水至工作液面,攪拌使藥劑全部溶解。
處理條件
1、游離鹼度:20 ~30(點) PH值:<12
2、溫度:常溫~45度
3、處理時間:噴淋:3~5分鐘
MF―2008磷化劑
MF―2008是一種常溫、低渣、快速、薄膜型鋅系磷化處理劑,適合採用噴淋或浸漬方式對鋼鐵材料進行塗裝前的磷化處理。經該藥液處理後,可使鋼鐵工件表面獲得結晶均勻、膜層細密的灰色磷酸鹽覆膜。以該覆膜作為塗裝底層,可以大大提高塗層的附著力和耐腐蝕性能。

一、藥品名稱
MF―2008A 建槽劑
MF―2008B 平衡補加劑
MF―1 中和劑
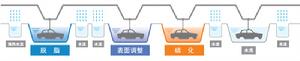
二、工藝流程
⑴工件無銹時:
標準處理工藝:
預脫脂→脫脂→水洗→表面調整→磷化→水洗→水洗→去離子水洗→後接工序
一般處理工藝:
脫脂→水洗→表調→磷化→水洗→鈍化→後接工序
⑵工件有銹時:
標準處理工藝:
酸洗→水洗→防鏽→預脫脂→脫脂→水洗→表調→磷化→水洗→水洗→去離子水洗→後接工序
一般處理工藝:
脫脂→水洗→酸洗→水洗→中和→水洗→表調→磷化→水洗→鈍化→後接工序
MF―5002漆霧絮凝劑
MF-5002是一種常溫、快速、用量少,成本低,管理方便的高效漆霧凝聚劑。使用該藥劑後,通過吸附、分散、破壞分解等原理,使落入循環水中的過噴油漆漆霧被分散、失粘、凝聚,並易於從水中分離出來,使循環水能夠長周期安全經濟運行。本產品適用於處理面漆漆霧循環水,無毒,對設備無腐蝕性。
本產品是一種高濃縮藥劑,使用濃度僅為3-4%.
MF―2007磷化劑
MF―2007是一種常溫、低渣、快速成膜的鋅系磷化處理劑,適合採用噴淋或浸漬方式對鋼鐵材料進行塗裝前的磷化處理。經該藥液處理後,可使鋼鐵工件表面獲得結晶均勻、膜層細密的灰色磷酸鹽覆膜。以該覆膜作為塗裝底層,可以大大提高塗層的附著力和耐腐蝕性能。

一、藥品名稱
MF―2007 建槽劑
MF―2007 平衡補加劑
MF―1 中和劑
二、工藝流程
⑴工件無銹時:
標準處理工藝:
預脫脂→脫脂→水洗→表面調整→磷化→水洗→水洗→去離子水洗→後接工序
一般處理工藝:
脫脂→水洗→表調→磷化→水洗→鈍化→後接工序
⑵工件有銹時:
標準處理工藝:
酸洗→水洗→防鏽→預脫脂→脫脂→水洗→表調→磷化→水洗→水洗→去離子水洗→後接工序
一般處理工藝:
脫脂→水洗→酸洗→水洗→中和→水洗→表調→磷化→水洗→鈍化→後接工序
MF―3050表調劑

MF-3050是一種膠體鈦鹽表面調整劑。表面調整劑是鋅系或多元系磷化劑在磷化處理前的必要工序。對鋼鐵材料或鍍鋅材料進行表面調整後可獲得下列優點:
⒈加速磷化膜的生成,使得磷化膜結晶更加緻密、均勻;
⒉在規定的時間內使磷化膜形成得更加充分、完整;
⒊有效地降低磷化藥劑的消耗量,降低磷化沉渣;
⒋進一步提高塗層的耐腐蝕性能和附著力;
在下列前處理工藝過程中,採用表面調整工序尤其必要:
⒈在脫脂工序中採用強鹼型脫脂劑進行處理的;
⒉在整個處理過程中設有化學除銹工序的;
⒊處理鍍鋅材料時。
為了充分發揮表面調整效果,不應在表面調整和磷化兩工序之間設定水洗或其它工序。
表面調整劑的用量為3~4‰,處理方式採用噴淋式或浸漬式均可。
處理條件(以一噸處理液為例)
1、 配槽用量: 3~4Kg
2、 處理溫度: 常溫
3、 處理時間: 30~120s
4、 PH值: 7.5~9.5
MF―2902手擦金屬覆膜劑
產品介紹
本品不含亞硝酸鹽,覆膜後的轉化膜為彩藍色或彩虹色。適合較大工件帶銹塗刷,套用於一般性要求的噴塑或噴漆前的塗裝底層。

使用方法
塗刷用
將濃縮液用3-4倍的自來水稀釋;
用抹布蘸取稀釋液均勻塗刷於工件表面至表面不掛水為止;
晾乾或用乾布揩乾殘液後,儘快塗裝。
浸漬用
將濃縮液用2~3倍的自來水稀釋,浸泡15~20分鐘後晾乾。儘快塗裝。
注意事項
1、工件晾乾後,表面可能產生少量浮灰,屬正常現象。
2、操作人員應做好勞動防護。
3、剩餘藥液可以長期使用。
MF-6001脫塑劑
本品可清洗塗在機器零部件上不合格或應去除的油漆與塗料,而不損傷其表面精度,對低溫結的機械油脂和積碳也有理想的清除效果。
一、產品用途:
對工具機、車輛零部件、輪船、油箱、油管等各類金屬部件上的油漆及塗料進行清洗或脫除,適用於環氧、環氧/聚酯、環氧/酚醛、環氧煤瀝青,以及氯化橡膠、氯磺化聚乙烯、油基、硝基、醇酸和各種粉末塗料等
二.工作液的調配及使用方法:
1、原溶液使用;
2、浸泡式使用:5~25分鐘後塗層全部脫落,取出工件用水將工件表面的殘餘漆層衝掉即可。
3、如用超音波進行震盪則可以大大縮短浸泡時間。
三、注意事項:
使用時注意產品的酸性及揮發性,避免皮膚直接接觸,操作時應帶上化學塑膠手套和防護眼鏡,如接觸皮膚應立即用大量清水沖洗,就醫。
MF―2310無磷環保磷化劑
名稱、型號及外觀
MF-2310 無色至淡藍色液體磷化劑
產品介紹
本品不含亞硝酸鹽,不含磷酸鹽,本品採用無磷配方,經本品處理後的工件轉化膜為彩藍色或彩虹色。其最顯著的特點在於使用溫度低,配槽濃度低,並具有良好的漆膜附著力。適用於冰櫃、洗衣機等家電外殼或貨架等行業噴塑前的塗裝底層。

槽液配製(以1噸為例)
1、先向處理槽內加約10%的水。
2、再向處理槽內投入MF-2310磷化劑100公斤。
3、將水補加至工作液面,攪拌均勻後使用。
產品特點:
本品在生產中使用方便,不需要對游離酸進行調整;
使用溫度範圍寬;
不需加速劑,幾乎沒有沉渣;
磷化後可以直接晾乾;
單耗成本較低。
MF-2402鋁件及鋁合金用覆膜鈍化劑
MF-2402是以浸漬或噴淋處理方法,使鋁材及鋁合金表面形成無色透明的保護覆膜的鈍化處理劑。
MF-2402覆膜是非晶質鉻酸鹽系覆膜。該覆膜耐蝕性好,塗料粘附性增高,其優點適用於基礎塗裝,並且專業針對汽車、機車鋁輪的前處理。

MF-2402藥劑中不含有氰化鐵鉻鹽。
MF-2402配槽(以1000L為例)
1、處理槽內加清水80%
2、加MF-2402 20kg
3、加清水使總量為1000L,充分攪拌
MF-2400鋁材覆膜劑
MF-2400是以浸漬或噴淋處理方法,使鋁材及鋁合金表面形成彩黃色透明的保護覆膜的鈍化處理劑。

MF-2400覆膜是非晶質鉻酸鹽系覆膜。該覆膜耐蝕性好,塗料粘附性增高,較適合於基礎塗裝。
槽液配製(以1噸為例)
1、先向處理槽內加約80%的水。
2、再向處理槽內投入MF-2400覆膜劑60公斤。
3、將水補加至工作液面,攪拌均勻後使用。
常見問題:
問 題 | 原 因 | 解 決 辦 法 |
磷化膜結晶粗或有泛黃 | 工作液游離酸度過高 | 採用中和法降低游離酸度 |
酸洗過的工件水清洗不夠 | 酸洗過長的工件,可採用中和水洗 | |
酸洗時間過長至使工件過腐蝕 | 調整酸洗濃度及控制時間 | |
無磷化膜或膜層過薄 | 工作液游離酸度過低 | 按規定提高游離酸度 |
工作液酸比不再範圍 | 按規定調整總酸度與游離酸度的比例 | |
工件前處理不好 | 加強除油或加強酸洗 | |
工作液溫度低 | 適當提高工作液溫度 | |
磷化時間短 | 增加磷化時間 | |
常溫狀態下促進劑不夠 | 按規定調整促進劑的量 | |
磷化的工件有掛白灰 | 磷化後水洗不徹底 | 加強水清洗 |
磷化液中沉渣過多 | 清除磷化液中沉渣或更換藥液 | |
磷化膜不均勻 | 工件前處理不好 | 加強除油或加強酸洗 |
熱處理的工件表面材質不一致 | 加強酸洗 | |
工作液酸比不再範圍 | 按規定調整總酸度與游離酸度的比例 | |
除油效果不好 | 除油時間短 | 延長除油時間 |
工作液溫度低 | 增加工作液溫度 | |
工作液濃度不夠 | 按規定增加工作液濃度 | |
噴淋線噴嘴壓力低 | 提高噴嘴的噴射壓力 | |
噴嘴堵塞,流量減小 | 定期清理噴嘴堵塞物 | |
工作液雜質多,過飽合 | 更換工作液 |
