
簡介
三標準試樣法是光譜定量分析的最基本的方法。持久曲線法及控制試樣法等分析方法,都是以三標準試樣法為基礎的。所謂三標準試樣法,就是需要按確定的分析條件用三個或三個以上分析元素含量有高低差別的標準樣品攝譜,測量所得譜片上一系列分析線及內標線的黑度值。由此可以求得這些譜線的強度的對數值log I,或者分析線對的強度比的對數log R,或者分析線對的黑度差值△S。一般定量分析工作都採用內標準法,所以套用分析線對的強度比的對數log R或分析線對黑度差△S與相對應的含量的對數log C為坐標製作工作曲線。未知樣品的光譜也攝在同一感光板上,因此同時能得到它們的分析線對的強度比對數log R,或者分析線對的黑度差△S。根據得到的這些數值,在相應的工作曲線上,可以讀出未知樣品中元素的含量的對數log C,從而得知含量 C。這就是三標準試樣法的定量分析 。
具體步驟
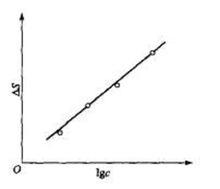 圖1 內標法工作曲線
圖1 內標法工作曲線首先測量每個標準試樣光譜中分析線和內標線的黑度值,計算出分析線對的黑度差△ S。再以△ S為縱坐標,以標準樣品中待測元素含量的對數lg c為橫坐標,繪製工作曲線,如圖1所示。再測量試樣中分析線和內標線的黑度值,求出其黑度差△ S,從工作曲線中即可查得試樣待測元素的含量 。
基本公式
三標準試樣法工作曲線的解析式,就是光譜定量分析的基本公式(羅馬金公式):
 三標準試樣法
三標準試樣法式中:△ S——分析線對黑度差;
γ——感光板反襯度;
C ——試樣的含量;
A 、b ——常數 。
注意要點
套用三標準試樣法時,必須注意以下兩點:
1、每塊相板上攝取的標準數目不能少於三個。從理論上講, 譜線的黑度如處於相板特性曲線的直線部分,工作曲線應該是直線的,這樣有二個標準就可以了。但在實際工作中,由於激發光源,蒸發過程以及其他因素的偶然變化,用二個標準來繪製工作曲線,往往不能保證工作曲線的正確性。所以,在日常工作中,攝取的標準數目都在四個或四個以上。
為了保證工作曲線的正確性, 每個試樣和標準都應攝譜2~3次,取其黑度差或強度比的平均值繪製工作曲線。
2、一般應在特性曲線的直線部位進行工作。因此,必須先了解在該波長範圍內,直線部分的起始黑度值。對於一般紫外相板來說,在2500埃至3200埃範圍內,此黑度值為0.4左右。在某些情況下,特別是在分析含量低時,分析線的黑度往往落在特性曲線的曝光不足部位。此時,工作曲線將出現彎曲。在這種情況下,就須攝取較多的低含量標準,以便繪出較為準確的工作曲線 。
優缺點
三標準試樣法的優點是標準光譜和試樣光譜攝於同一相板上,從而避免了光源,相板性質顯影等一系列條件的變化給分析結果帶來的系統誤差,從而保證了分析的準確度。
三標準試樣法的缺點是每次分析時都要攝取許多標準試樣的光譜,效率較低,相板和標準樣品耗費較大,分析用的時間也就較長,因此三標準試樣法不適用於快速分析 。
