
簡介
HL 線切割控制編程系統
HL-PCI版本將原HL卡的ISA接口改進為更先進的PCI接口,因為PCI接口的先進特性,使得 HL-PCI卡的匯流排部份與工具機控制部分能更好地分隔,從而進一步提高HL系統的抗干擾能力和穩定性。而且安裝接線更加簡單、明了,維修方便。 HL-PCI卡對電腦配置的要求不高,而且兼容性比ISA卡更好。不需硬碟、軟碟也能啟動運行。
HL:是鄧浩林的名字,浩林的拼音字母開頭haolin。
主要功能
1、 一控多功能,可在一部電腦上同時控制多達四部工具機切割不同的工件,並可一邊加工一邊編程。
2、 錐度加工採用四軸/五軸聯動控制技術。上下異形和簡單輸入角度兩種錐度加工方式,使錐度加工變得快捷、容易。可作變錐及等圓弧加工。
3、 模擬加工,可快速顯示加工軌跡特別是錐度及上下異形工件的上下面加工軌跡,並顯示終點坐標結果。
4、 實時顯示加工圖形進程,通過切換畫面,可同時監視四台工具機的加工狀態,並顯示相對坐標X、Y、J 和絕對坐標X、Y、U、V等變化數值。
5、 斷電保護,如加工過程中突然斷電,復電後,自動恢復各台工具機的加工狀態。系統內儲存的檔案可長期保留。
6、 可對基準面和絲架距作精確的校正計算,對導輪切點偏移作U向和V向的補償,從而提高錐度加工的精度,大錐度切割的精度大大優於同類軟體。
7、 瀏覽圖庫,可快速查找所需的檔案。
8、 鉬絲偏移補償(無須加過渡圓),加工比例調整,坐標變換,循環加工,步進電機限速,自動短路回退等多種功能。
9、 可從任意段開始加工,到任意段結束。可正向/逆向加工。
10、 可隨時設定(或取消)加完工當段指令後暫停。
11、 暫停、結束、短路自動回退及長時間短路(1分鐘)報警。
12、 可將AUTOCAD的DXF格式及ISOG格式作數據轉換。
13、 系統接入客戶的網路系統、可在網路系統中進行數據交換和監視各加工進程(選項)。
14、 加工插補半徑最大可達1000米。
15、 工具機加工工時自動積累,便於生產管理。
16、 工具機加光柵尺後,可實現閉環控制。
WIN98運行
電火花線切割工具機HL系統也可以在WINDOWS98系統下運行(建議使用400MHz以上奔騰CPU的電腦):如你的電腦裝有WINDOWS98系統,可現進WIN98,然後再運行HL,則可在其切割過程中運行WIN98平台的第三方軟體。具體步驟如下:
 線切割機主機板(916EM)
線切割機主機板(916EM)a.電火花線切割工具機首次運行時,在HL啟動時的第一個選擇畫面里,選擇“1-RUN運行”,正常進入HL後,按[ESC]鍵退出到DOS下,鍵盤輸入以下命令行:
>COPY C:*.*D:\WSNCP
>D:
>CD\WSNCP
>T20 (注)
(註:)T20是將TOMEDM的運行檔案解壓,碰到提問時,按Y鍵。
>COPY CONFIG.SYS D:\
重啟電腦。
b.電火花線切割機在HL啟動時的第一個選擇畫面里,選擇“2— USB D:盤”,系統啟動進入用戶的WIN98系統後,可在C:\WSNCP里找到“快捷HL”或“HL_WIN”的圖示,雙擊該圖示即可,用戶也可以自行建立“HL_WIN”的捷徑到WIN98桌面。
c:電火花線切割機運行HL的過程中,用戶不可以在HL的圖形模式下切換到WIN98,也不可以在加工進行中退出HL,這樣會令正在進行的加工不走(高頻不停),但用戶可在文本模式下切換到WIN98,在HL的主畫面里選擇“shell系統切換”即可令HL進入文本模式。切換到WIN98後,用戶便可在切割過程中運行WIN98平台的第三方軟體(如CAXA)。
d:電火花線切割用戶也可在WIN98中運行TOWEDM,雙擊在:C:\WSNCP里的“快捷TW”或“快捷TW2”的圖示即可,其中“快捷TW2”是在800X600顯示模式中運行TOWEDM。某些電腦的顯示卡可能需要設定為256色才能正常運行TOWEDM。因TOWEDM是DOS平台的軟體,不建議在WIN98下運行HL切割時同時運行TOWEDM。如要運行TOWEDM,也可先啟動了HL程式。
操作使用
上電後,電腦即可快速進入本系統,選擇1.RUN運行,按回車鍵即進入主選單。在主選單下,可移動游標或按相應選單上紅色的字母鍵進行相應的作業。
檔案調入
切割工件之前,都必須把該工件的3B指令檔案調入虛擬盤加工檔案區。所謂虛擬盤加工檔案區,實際上是加工指令暫時存放區。
操作如下:
首先,在主選單下按F鍵,然後再根據調入途徑分別作下列操作:
① 從圖庫WS-C調入:
按回車鍵,游標移到所需檔案,按回車鍵、按ESC退出。
註:圖庫WS-C是系統存放檔案的地方,最多可存放約300個檔案。更換集成度更高的存儲集成塊可擴充至約1200個檔案。存入圖庫的檔案長期保留,存放在虛擬盤的檔案在關機或按復位鍵後自動清除。
② 從硬碟調入:
按F4、再按D,把游標移到所需檔案,按F3,把游標移到虛擬盤,按回車,再按ESC退出。
③ 從軟碟調入:
按F4,插入軟碟,按A,把游標移到所需檔案,按F3,把游標移到虛擬盤,按回車鍵,再按ESC退出。
註:運用F3鍵可以使檔案在圖庫、硬碟、軟碟三者之間互相轉存。本系統不用硬碟、軟碟,單用圖庫WS-C也能正常工作。
④ 修改3B指令:
有時需臨時修改某段3B指令。操作方法如下:在主選單下,按F鍵,游標移到需修改的3B檔案,按回車鍵,顯示3B指令,按INSERT鍵後,用上、下、左、右箭頭鍵、PgUp及PgDn鍵即可對3B指令進行檢查和修改,修改完畢,按ESC退出。
⑤ 手工輸入3B指令:
有時切割一些簡單工件,如一個圓或一個方形等,則不必編程,可直接用手工輸入3B指令,操作方法如下:
在主選單下按B鍵,再按回車鍵,然後按標準格式輸3B指令。
例如:B3000B4000B4000GYL2,如坐標值為零則可省略。
例如:BBB5000GXL3。輸入完一條後,按回車鍵,再輸入下一條,輸入完畢,按ESC退出。手工輸入的指令自動命名為NON.B。
⑥ 瀏覽圖庫:
本系統有瀏覽圖庫的功能,可快速查找到所需的檔案,操作如下:
在主選單下按Tab鍵,則自動依次顯示圖庫內的圖形及其對應的3B指令檔案名稱。按空格鍵暫停,按空格鍵繼續。
模擬切割
調入檔案後正式切割之前,為保險起見,先進行模擬切割,以便觀察其圖形(特別是錐度和上 下異形工件)及回零坐標是否正確,避免因編程疏忽或加工參數設定不當而造成工件報廢。操作如下:
①在主選單下按X,顯示虛擬盤加工檔案(3B指令檔案)。如無檔案,須退回主選單調入加檔案(見檔案調入一節)。
②游標移到需要模擬切割的3B指令檔案,按回車鍵,即顯示出加工件的圖形。如圖形的比例太大或太小,不便於觀察,可按+、-鍵進行調整。如圖形的位置不正,可按上、下、左、右箭頭鍵、PgUp及PgDn鍵調整。
③如果是一般工件(即非錐度,非上下異形工件)可按F4、回車鍵,即時顯示終點X、Y回零坐標。
④錐度或上下異形工件,須觀察其上下面的切割軌跡。按F3,顯示模擬參數設定子選單,其中限速為模擬切割速度,一般取最大值4096,用左、右箭頭鍵可調整。按G、回車鍵,進入錐度參數設定子選單,如下:
錐度設定子選單:
Degree 錐 度-1.設定錐度角度[注1]
File2 異形檔案 -2.按[Enter]鍵選擇上圖檔案[注2]
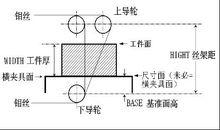
Width 工件厚3.工件厚,參照附圖1
Base 基準面高-4.尺寸面與下導輪中心距離,參照附圖1
Height 絲架距-5.工具機絲架距(導輪中心距),參照附圖1
Idler導輪半徑 -6.導輪半徑(作切點補償用),不需要時可設為0[注3]
Vmode 錐度模式—7. 錐度機構模式: 小拖板/搖擺導輪/搖擺絲架 [注4]
Rmin 等圓半徑 -8.等圓半徑(最小R值),加工圖形中小於該R值的圓弧將作等
 HL線切割
HL線切割圓弧處理[注5]
Cali.校正計算 -9.對基準面高Base和絲架距Height作較正計算[注6]
設定方法:按回車鍵後,輸入數值(單位:1:角度,3,4,5,6,7:mm)。
再按回車鍵。
[注1]:錐度角按單邊計,單位是度,十進制。如非十進制先要轉換成十進制(例:1°30'=1.5°)。
逆時針方向切割時取正角度工件上小下大(正錐);取負角度則工件上大下小 (倒錐)。順時針方向切割時情況剛好相反。本系統可作變錐切割。參照附例1。
[注2]:選取此項選單可作上下異形加工,File2為工件上面圖形,將游標移到所需檔案,按回車鍵,調入上圖形檔案,按ESC即可顯示上下圖形疊加。參照附例2。
[注3]:作切點偏移補償,輸入導輪的半徑值即可。
[注4] :按三下ENTER修改,對於小拖板和搖擺導輪模式的錐度機構,本系統對U向和V向都作了導輪切點的補償。對於搖擺絲架模式,則只對U向作了導輪切點的補償。
[注5]:一經輸入等圓弧半徑值,則工件中凡半徑小於所設等圓弧半徑值的圓弧將以各自圓弧的半徑值作等圓弧切割。如果只希望某指定圓弧作等圓弧切割,其餘按正常錐度切割,則可在3B指令檔案中該指定圓弧的3B指令段前插入ER字母即可,其操作方法可參考例附1變錐切割。
[注6]:在測量絲架距和基準面高不很準確的情況下(要求儘可能準確),可先切割出一錐度圓柱體,然後實測錐度圓柱體的上下直徑,輸入電腦即可自動計算出精確的絲架距和基準面高。
錐度參數設定完畢後,按ESC退出,按F1、回車鍵,再按回車鍵,即可開始進行模擬切割。切割完畢,顯示終點坐標值X'、Y'、U、V。Umax、Vmax為UV軸在切割過程中最大移動距離,此數值不應超過UV軸的最大允許行程。模擬切割結束後,按空格鍵、E、ESC返回主選單。
正式切割
經模擬切割無誤後,裝夾工件,開啟絲筒、水泵、高頻,可進行正式切割。
① 在主選單下,選擇加工#1(只有一塊控制卡時只能選加工#1。如同時安裝多塊控制卡時,可選擇加工#2、加工#3、加工#4),按回車鍵、C,顯示加工檔案。
② 游標移到要切割的3B檔案,按回車鍵,顯示出該3B指令的圖形,調整大小比例及適當位置(參考模擬加工一節)。
③ 按F3,顯示加工參數設定子選單如下:
加工參數設定:
V.F. 變頻 -1.切割時鉬絲與工件的間隙,數值越大,跟蹤越緊
Offset 補償值 -2.設定補償值/偏移量,[注1]
Grade 錐度值 -3.按[Enter]鍵,進入錐度設定子選單[注2]
Ratio 加工比例 -4.圖形加工比例
Axis 坐標轉換 -5.可選八種坐標轉換,包括鏡像轉換
Loop 循環加工 -6.循環加工次數,1:一次,2:二次,最多255次
Speed 步 速 -7.進入步進電機限速設定子選單[注3]
XYUV 拖板調校 -8.進入拖板調校子選單
Process 控制 -9.按[ENTER]鍵進入控制子選單
Hours 機時 -10.工具機實際工作小時
設定方法:
1.5.6.7.8.9.按[Enter],[PageUp],[PageDown]或左右箭頭鍵
2.3.4. 按[Enter]後,輸入數值(單位:2:mm,3:角度)
限速設定子選單:
XY speed 速度 -1.XY軸工作時的最高進給速度(單位:μ/秒,下同)
UV speed 速度 -2.UV軸工作時的最高進給速度
XY limit 限速 —3. XY軸快速移動時的最高進給速度
UV limit 限速 —4. UV軸快速移動時的最高進給速度
調校方法:按[Enter],[PageUp],[PageDown]或左右箭頭鍵
拖板調校子選單:
XY 拖板調校 -1.調校/移動XY拖板 [注5 ]
UV 拖板調校 -2.調校/移動UV拖板 [注5 ]
Motor 步距角 -3.設定工具機步進系統的步距角[注4]
3/3:三相三拍
6/3:三相六拍
10/5 :五相十拍
5Axis.6/3:五軸控制
調校方法:
1.2.按[Enter]後,箭頭鍵調校,空格鍵置零(單位:μ)
3.連續按三次[Enter]才可更改
Process參數設定:
回退 0 sec -1.短路回退選擇 [注6 ]
清角 0 sec -2.清角時間選擇 [注7 ]
自動停 On -3.自動停設定On或Off[注8]
[注1]:補償方法:沿切割前進方向,鉬絲向左邊偏移取正補償,鉬絲向右邊偏移取負補償.不必加過渡圓,但必須是閉合圖形。如在編程時已作鉬絲偏移補償,則此處不能再補償,應設為0。
[注2]:錐度設定參照模擬加工一節。
[注3]:limit限速是防止拖板快速移動時步進電機速度過快導致失步。不同型號的工具機其限速值有所不同,可通過實踐取得。限速值設定後不應隨便更改。Speed 速度是拖板實際工作時的最高進給速度,設定合適的速度配合變頻調整(V .F.),可使切割跟蹤穩定。工件越厚,其步進速度值應越小,在加工過程中可以調整。
[注4]:步距角即步進電機的工作方式,對每一型號的工具機來說,步距是固定的。一經設定,不可隨意更改,否則會報廢工件。所以,為保險起見,要連續按3次回車鍵才可以更改。
[注5]:按回車鍵後,按上下左右箭頭鍵,可使X、Y、U、V拖板移動,按一下走一步(用於維修),按住不放則連續移動(用於校正工件)。
如按回車鍵後輸入數值,開高頻、進給、此數值可當作一條直線指令進行切割。
[注6]:短路回退選擇,每按一次回車鍵增加5秒(sec),最大為35秒。此時間為短路發生多少秒之後自動進入回退,短路消失後立即自動恢復前進。持續回退1分鐘仍未排除短路,則自動停機報警。設定osec(0秒)時為手動回退,即短路時需人工操作進入回退,排除短路後人工操作恢復前進。如發生短路持續1分鐘後無人工干預,則自動停機報警。
[注7]:每段指令加工完後高頻停留的時間,用於清角,清角時間選擇,設定為0sec(0秒)為無清角功能。每按一次回車鍵增加1秒,最大15秒。
[注8]:自動停設定,按回車鍵選擇自動停功能的On或Off。
④ 各參數設定完畢,按ESC退出。按F1顯示起始段1,表示從第1段開始切割。(如要從第N段開始切割,則按清除鍵清除1字,再輸入數字N)。再按回車鍵顯終點段XX。(同樣,如果要在第M段結束,用清除鍵清除XX,再輸入數字M),再按回車鍵。
⑤按F12鎖進給(進給選單由藍底變淺綠,再按F12,則由淺綠變藍,松進給)按F1 0選擇自動(選單淺綠底為自動,再按F10,由淺綠變藍為手動)按F11開高頻,開始切割。(再按F11為關高頻)。
⑥ 切割過程中各種情況的處理:
A、跟蹤不穩定
按F3後,用向左、右箭頭鍵調整變頻(V.F.)值,直至跟蹤穩定為止。當切割厚工件跟蹤難以調整時,可適當調低步進速度值後再進行調整,直到跟蹤穩定為止。調整完後按ESC退出。
B、短路回退
發生短路時,如在參數設定了自動回退,數秒鐘後(由設定數字而定),則系統會自動回退,短路排除後自動恢復前進。持續回退1分鐘後短路仍未排除,則自動停機報警。如果參數設定為手動回退,則要人工處理:先按空格鍵,再按B進入回退。短路排除後,按空格鍵,再按F恢復前進。如果短路時間持續1分鐘後無人處理,則自動停機報警。
C、臨時暫停
按空格鍵暫停,按C鍵恢復加工。
D、設定當段切割完暫停,按F鍵即可,再按F則取消。
E、中途停電
切割中途停電時,系統自動保護數據。復電後,系統自動恢復各工具機停電前的工作狀態。首先自動 進入一號機畫面,此時按C、F11即可恢復加工。然後按ESC退出。再按相應數字鍵進入該號工具機停電前的畫面,按C、F11恢復加工。余此類推。
F、中途斷絲
按空格鍵,再按W、Y、F11、F10,拖板即自動返回加工起點。
G、退出加工
加工結束後,按E、ESC即退出加工返回主選單。加工中途按空格鍵再按E、ESC也可退出加工。退出後如想恢復,可在主選單下按[Ctrl]加W(1號機),對於2號機按[Ctrl]加O,3號機按[Ctrl]加R,4號機按[Ctrl]加K。
⑦ 逆向切割
切割中途斷絲後,可採用逆向切割,這樣一方面可避免重複切割、節省時間,另方面可避免因重複切割而引起的光潔度及精度下降。操作方法:在主選單下選擇加工,按回車鍵、C,調入指令後按F2、回車鍵,再按回車鍵,鎖進給,選自動,開高頻即可進行切割。
⑧ 自動對中心:
在主選單下,選擇加工,按回車鍵,再按F、F1即自動尋找圓孔或方孔的中心,完成後顯示X、Y行程和圓孔半徑。按[Ctrl]加箭頭鍵,則碰邊後停,停止後顯示X、Y行程。
編程
本系統提供編輯編程(會話式編程)和繪圖式編程兩種自動編程系統,具體操作可參考說明書(另附)。有兩點需注意:
① 編程時數據存檔及程式存檔,只是把圖形檔案XX.DAT及3B指令檔案XX.3B存放在虛擬盤裡,而虛擬盤在關機或復位後是不保留的,所以,還需把這些檔案存入圖庫或硬碟、軟碟里,方法是:編程完畢退出,返回主選單,按F,可看到剛編程的圖形檔案及3B指令檔案,把游標移到該檔案,按F3,再選擇圖庫或硬碟、軟碟,按回車鍵即可。
② 編程時,如果想把已存在於圖庫或硬碟、軟碟里的圖形檔案(XX.DAT)調出來用時,應先把該圖形檔案調入虛擬盤。
格式轉換
在主選單下按T鍵,插入裝有DXF格式或G格式檔案的磁碟,再按提示操作即可。DXF檔案必須為AutoCAD R12的DXF格式。當有效段數大於500時,DAT檔案自動分為多個檔案。
用戶也可用繪圖編程Towedm的“數據接口”來直接讀入DXF格式檔案,這樣處理DXF檔案,將沒有段數的限制,也能支持AutoCAD的R14及R2000版本。請參照下一章《 Towedm 線切割編程系統用戶指南》的1.1節。
1.1 主選單
數控程式 ---- 進入數控程式選單(參看第四章),進行數控加工路線處理。
數據接口 ---- 根據會話區提示,選擇:
1. DXF 檔案併入: 將AutoCAD的Dxf格式圖形檔案併入當前正在編輯的線切割圖形檔案,支持點、線、多段線、多邊形、圓、圓弧、橢圓的轉換,支持AutoCAD的R14及R2000版本。
2. 輸出DXF檔案: 將當前正在編輯的線切割圖形檔案輸出為AutoCAD的Dxf格式圖形檔案,數據點也被保存。
3. 3B 併入: 將已有的3B檔案當成圖形檔案併入。
4. YH 併入: 併入YH2.0格式的圖形檔案。
高級曲線 ---- 進入高級曲線選單(參看2.4節)。
上一屏圖形 ---- 恢復上一屏圖形。當圖形被放大或縮小之後,用此選單輕便恢復上一圖形狀態。
打開檔案 ---- 進入檔案管理器(參看1.3節),讀取磁碟內的圖形數據檔案(DAT檔案)進行再編輯。可以通過打開一個不存在的圖形檔案來新建檔案。
併入檔案 ---- 進入檔案管理器(參看1.3節),併入一個圖形數據檔案, 相當於舊AUTOP的“調磁碟檔案”。
檔案存檔 ---- 將當前正在編輯的圖形檔案存檔。存檔後的圖形數據檔案名稱為當前檔案名稱,以DAT為後綴。如未有檔案名稱,進入檔案管理器(參看1.3節),可直接鍵入檔案名稱。
檔案另外儲存為 ---- 進入檔案管理器(參看1.3節),將當前正在編輯的線切割圖形檔案換一個檔案名稱存檔。存檔後當前檔案名稱即為新的檔案名稱。相當於Autop的“檔案改名”。
列印 ---- 列印功能是將當前屏顯輸出到點陣圖檔案“$$$.BMP”。
退出系統 ---- 退出圖形狀態。
暫存系統 ---- 在WIN98下運行時,用於切換操作程式。
1.2 固定選單
點 ---- 進入點選單(參看2.1節)。
直線 ---- 進入直線選單(參看2.2節)。
圓 ---- 進入圓選單(參看2.3節)。
視窗 ---- 將選定矩形(視窗)內的圖形放大顯示。
打斷 ---- 要執行打斷先要確定在你要打斷的直線、圓或圓上有兩個點存在。執行打斷後游標所在的兩點間的圖元部分被剪掉。如果在執行打斷操作前預先按下Ctrl鍵,將執行反向打斷。此時游標兩點間的圖元被保留,其餘的部分被剪掉。輔助線不能被打斷。
交點 ---- 捕捉交點,要求交點在兩相交圖元內。
移動游標至需要求交點附近,按ENTER鍵或滑鼠左鍵,自動求出準確的交點。操作完畢,按[ESC]鍵終止。
當只拾取點時也可以不預先使用此操作,而直接選圖元交接處為點。
刪除 ---- 刪除幾何元素,對點,直線,圓,圓弧進行刪除,鍵入ALL回車,則全部圖形將被刪除,如刪除某一元素,只要將游標移動到被刪除的元素上,再按ENTER鍵或滑鼠左鍵。操作完畢,按[ESC]鍵終止。
取消 ---- 取消上一部操作,如果上一次操作中繪製了圖元,就將它刪除,如果上一次操作刪除了圖元,就將它恢復。
會話區提示如下:
取消上一步輸入的圖形;
N>:Y
重做 ---- 將上一次取消操作中刪除的圖元或其它操作中刪除的圖元恢復,或將上一次取消操作恢復的圖元再刪除。只支持一步重做操作。
參照 ---- 建立用戶參照坐標系。
相對 ---- 進入相對選單(參看第3.2節)。
塊 ---- 進入塊選單(參看第3.1節)。
查詢 ---- 查詢點,直線,圓,圓弧幾何信息
會話區提示如下:
查詢(點,線,圓,弧)=
用游標選取要查詢幾何元素,信息格式如下:
1. 點 Xo=橫坐標 Yo=縱坐標
2. 輔助線 Xo=參考點橫坐標 Yo=參考點縱坐標 A=角度
3. 直線 X1=第一點橫坐標 Y1=第一點縱坐標
X2=第二點橫坐標 Y2=第二點縱坐標
A= 角度 L= 長度
4. 圓 Xo=圓心橫坐標 Yo=圓心縱坐標 R=半徑
5. 圓弧 Xo=圓心橫坐標 Yo=圓心縱坐標 R=半徑
A1=起始點角度 A2=終止點角度
滿屏 ---- 滿螢幕顯示整個圖形
縮放 ---- 將圖形按輸入的縮小放大倍數縮小放大顯示。除了按以上方式縮小放大圖形外,也可以在作圖的任一時候,按下PageDown執行縮小、PageUp執行放大功能。
移動 ---- 拖動顯示圖形
操作方法:執行移動功能,當游標為十字線時按下滑鼠確定鍵或敲回車鍵,使游標變為一四向箭頭,再移動游標就可以拖動圖形了。
要結束拖動狀態只要再次按下滑鼠確定鍵或再次敲擊回車鍵就可以,游標將同時變回為原十字線圖形。也可以在作圖的任一時候,按下 Ctrl + 箭頭鍵來執行移動操作。
清屏 ---- 隱藏所有圖形。
退回 ---- 退回主選單,並在會話區顯示當前檔案名稱。
1 .3 檔案管理器
檔案管理器除可用於檔案的讀取和存檔,還可進行圖型預覽、檔案排序等。操作如下:
↑ ↓ ← →:箭頭鍵用於選擇已有的檔案,也可用滑鼠點擊選擇。“預覽區”可即時圖型預覽選中的檔案。
Delete:刪除所選擇的檔案。
F6:按檔案名稱排序。
F7:按時間排序。
Tab:切換要修改的區域。每按一下Tab鍵,修改的區域在資料夾、檔案名稱和電話之間切換,切換到的區域以綠色顯示,也可用滑鼠點擊要修改的區域。用戶此時可用鍵盤輸入,修改綠色區域中的內容。
F4:轉換資料夾。每按一下F4鍵,當前資料夾在D:\WSNCP(硬碟)與在程式進入時的資料夾(虛擬盤)之間轉換。如系統無配置硬碟,D:\WSNCP也是虛擬盤。
具體操作例子:
1. 打開、併入一個已有檔案:用滑鼠或 ↑ ↓ ← →箭頭鍵選擇“檔案列表區”中的一個檔案名稱,點擊“打開”或按ENTER鍵,也可用滑鼠雙擊“檔案列表區”中的某個檔案名稱。
2. 打開一個不存在的檔案:用滑鼠點擊或Tab鍵切換令“檔案名稱區”變綠色,鍵入檔案名稱,點擊“打開”或“載入”,或按ENTER鍵。
3. 檔案存檔、檔案另外儲存:用滑鼠點擊或Tab鍵切換令“檔案名稱區”變綠色,鍵入檔案名稱,點擊“保存”或按ENTER鍵。也可選擇“檔案列表區”中的一個已有檔案名稱,然後“保存”,這時,會提示“覆蓋舊檔案Y/N?”,請按需要回答是(Y)或不是(N)。
4. 更改資料夾:用滑鼠點擊或Tab鍵切換令“資料夾區”變綠色,鍵入已知的資料夾(如E:, F:\FILE等)。也可簡單地按F4鍵,在兩個固定的資料夾之間切換。
[ 注]:如無更改資料夾,所有檔案只是儲存在虛擬盤,停電後將無法保存。用戶須自行在HL系統內,將檔案從虛擬盤存入圖庫。
1.4 快捷鍵、 滑鼠鍵定義
Towedm還可使用快捷鍵的方式,直接按會話區中“快捷鍵à”所提示的字母或數字,可快速選擇相應的選單操作。
為方便操作,Towedm還提供了以下快捷鍵:
Home:加快游標移動速度
End:減慢游標移動速度。
PageUp :放大圖形。
PageDown :縮小圖形。
↑:向上移動游標。
↓:向下移動游標。
←:向左移動游標。
→:向右移動游標。
Ctrl + ↑:向上移動圖形。
Ctrl + ↓:向下移動圖形。
Ctrl + ←:向左移動圖形。
Ctrl + →:向右移動圖形。
選定原點的快捷鍵是字母 O。
選定坐標軸X的快捷鍵是 X。
選定坐標軸Y的快捷鍵是 Y。
F2 :回主選單,同時在會話區顯示當前檔案名稱。
F3 :調用計算器(參看1.5節)。
F4 :刷新圖形不畫點。
F5 :刷新圖形(畫點、畫輔助線)。
F6 :刷新圖形不畫輔助線。
F10 :重畫加工路線。
滑鼠鍵定義:Towedm默認將滑鼠左鍵定義“確認鍵”,右鍵定義為“取消鍵”。在回答“Y/N?”時,按下“確認鍵”表示“Y”,按下“取消鍵”表示“N”,按下中鍵表示“Esc”取消。
1.5 計算器 ---- 按下F3鍵使用計算器功能。
Towedm的計算器,可以計算加(+)、減(-)、乘(*)、除(/)、乘方(^)和三角度函式正弦(Sin)、餘弦(Cos)、正切(Tan)、餘切(Cta)、反正弦(Asin)、反餘弦(Acos)、反正切(Atan)。要調用上一次計算器的計算結果,可以在數據狀態按下鍵“?”
另外,也可在數據錄入的任一時候混合使用計算器功能,即在輸入數據時使用以上運算符二.圖形輸入操作
Towedm的圖形選單有點、直線、圓、以及高級曲線所包括的各種非圓曲線。
選單
點選單
| 選單 | 螢幕顯示 | 解釋 |
| 極/坐標點 | 點<X,Y>= (若要選取原點,可在螢幕上選取坐標原點或直接打入字母O) | 1.普通輸入格式:x,y 2.相對坐標輸入格式:@x,y(“@”為相對坐標標誌,“x”是相對的x軸坐標,“y”是相對的y軸坐標)。以前一個點為相對參考點,可用游標先選一參考點。 3.相對極坐標輸入格式:<a,l(“<”為相對極坐標誌,“a”指角度,“l”是長度)。以前一個點為相對參考點。如先用游標選一參考點,會提示輸入極徑和角度。 |
| 游標任意點 | 用游標指任意點 | 用游標在螢幕上任意定一個點 |
| 圓心點 | 圓,圓弧= | 求圓或圓弧的圓心點。 |
| 圓上點 | 圓,圓弧= 角度= | 求在圓上某一角度的點。 |
| 等分點 | 選定線,圓,弧 = 等分數<N>= 起始角度<A>= | 直線、圓或圓弧的等分點。 |
| 點陣 | 點陣基點<X,Y>= 點陣距離<Dx,Dy>= X軸數<Nx>= Y軸數<Ny>= | 從已知點陣端點開始,以(Dx,Dy)為步距,X軸數為X軸上點的數目,Y軸數為Y軸上點的數目作一個點陣列。改變步距Dx,Dy的符號就可以改變點陣端點為左上角、左下角、右上角和右下角。可使用此功能配合輔助作圖,能加快作圖速度。數控程式的陣列加工也需要此功能配合。 |
| 中點 | 選定直線,圓弧 = | 直線或圓弧的中點。 |
| 兩點中點 | 選定點一<X,Y>= 選定點二<X,Y>= | 兩點間的中點。 |
| CL交點 | 選定線圓弧一 = 選定線圓弧二 = | 直線、圓或圓弧的交點,同“交點”功能有所不同,“CL交點”不要求線圓間有可視的交點,執行此操作時,系統會自動將線圓延長,然後計算它們的交點。 |
| 點鏇轉 | 選定點<X,Y>= 中心點<X,Y>= 鏇轉角度<A>= 鏇轉次數 <N>= | 鏇轉複製點。 |
| 點對稱 | 選定點<X,Y>= 對稱於點,直線 = | 求點的對稱點。 |
| 刪除孤立點 | 刪除孤立點 | 刪除孤立的點 |
| 查兩點距離 | 點一<X,Y>= 點二<X,Y>= 兩點距離<L>=??? | 計算兩點間的距離,當在游標捕捉範圍內能捕捉一個點時,取該點為其中一個點,否則,取滑鼠確認鍵按下時游標所在位置坐標值。 |
直線選單
| 直線 | 螢幕提示 | 解釋 |
| 二點直線 | 二點直線 直線端點<X,Y>= 直線端點<X,Y>= 直線端點<X,Y>= | 過一點作直線 起點 到一點 到一點 |
| 角平分線 | 選定直線一 = 選定直線二 = 直線 <Y/N ?> | 求兩直線的角平分線。 選擇兩直線之一。 |
| 點+角度 | 選定點〈X,Y〉= 角度〈A=90〉= | 求過某點並與X軸正方向成角度A的輔助線。 直接按ENTER為90º。 |
| 切+角度 | 切於圓,圓弧 角度<A>= 直線 <Y/N ?> | 切於圓或圓弧並與X軸正方向成角度A的輔助線。 |
| 點線夾角 | 選定點<X,Y>= 選定直線 = 角度<A=90>= 直線 <Y/N?> | 求過一已知點並與某條直線成角度A的直線。 |
| 點切於圓 | 選定點<X,Y>= 切於圓,圓弧 直線 <Y/N?> | 已知直線上一點。並且該直線切於已知圓。 |
| 二圓公切線 | 切於圓,圓弧一 = 切於圓,圓弧二 = 直線 <Y/N?> | 作兩圓或圓弧的公切線。如果兩圓相交,可選直線為兩圓的兩條外公切線。如果兩圓不相交,可選直線為兩圓的兩條外公切線加兩條內公切線。 |
| 直線延長 | 選定直線 = 交於線,圓,弧 | 延長直線直至於另一選定直線、圓或圓弧相交。 有兩個交點時,選靠近游標的交點。 |
| 直線平移 | 選定直線 = 平移距離<D>= 直線 <Y/N?> | 平移複製直線。如選定直線為實直線,複製後也為實直線。如選定直線為輔助線,結果也為輔助線。 |
| 直線對稱 | 選定直線 = 對稱於直線 = | 對稱複製直線。 已知某一直線,對稱於某一直線 |
| 點射線 | 選定點<X,Y>= 角度 <A>= 交於線,圓,弧 | 過某點與X軸正方向成角度A並且相交於另一已知直線或圓或圓弧的直線。 有兩個交點時,選靠近游標的交點。 |
| 清除輔助線 | 刪除所有輔助線。 | |
| 查兩線夾角 | 選定直線一 = 選定直線二 = 兩線夾角 = ??? | 計算兩已知直線的夾角。 |
圓選單
| 選單 | 螢幕顯示 | 解釋 |
| 圓心+半徑 | 圓心 <X,Y>= 半徑 <R>= | 按照給定的圓心和半徑作圓。 |
| 圓心+切 | 圓心 <X,Y>= 切於點,線,圓 = 圓 <Y/N?> | 已知圓心,已知圓相切於另一已知點、直線、圓或圓弧作圓。 出現多個圓時,選擇所要的圓。 |
| 點切+半徑 | 圓上點 <X,Y>= 切於點,線,圓 半徑 <R>= 圓 <Y/N?> | 已知圓上一點,已知圓與另一點、直線、圓或圓弧相切,並已知半徑作圓。 |
| 兩點+半徑 | 點一<X,Y>= 點二<X,Y>= 半徑 <R>= | 已知圓上兩點,已知圓半徑作圓。 |
| 心線+切 | 心線= 切於點,線,圓 半徑 <R>= 圓 <Y/N?> | 給定圓心所在直線,並已知圓相切於一已知點、直線、圓或圓弧作圓。 |
| 雙切+半徑 (過渡圓弧) | 切於點,線,圓 切於點,線,圓 圓 <Y/N?> | 已知圓與兩已知點、直線、圓或圓弧相切,並已知半徑作圓。等同於Autop的過渡圓弧。 |
| 三切圓 | 點,線,圓,弧一 = 點,線,圓,弧二 = 點,線,圓,弧三 = 圓 <Y/N?> | 求任意三個元素的公切圓 |
| 圓弧延長 | 圓弧 交於線,圓,弧 | 延長圓弧與另一直線、圓或圓弧相交。 |
| 同心圓 | 圓,圓弧 偏移值 <D>= | 作圓或圓弧按給定數值偏移後的圓或圓弧。 |
| 圓對稱 | 圓,圓弧 對稱於直線= | 作圓或圓弧的對稱圓、圓弧。 |
| 圓變圓弧 | 圓 = 圓弧起點 <X,Y>= 圓弧終點 <X,Y>= | 將選定圓按給定起始點和終止點編輯變成圓弧。 |
| 尖點變圓弧 | 半徑 <R>= 用游標指尖點 | 變尖點為圓弧。必須保證尖點只有兩個有效圖元(此處只能是直線或圓弧)且端點重合,否則此操作不能成功。 |
| 圓弧變圓 | 圓弧 = 圓弧 = 按ESC退出 | 變圓弧為圓。 |
高級曲線
| 選單 | 螢幕顯示 | 解釋 |
| 橢圓 | 長半軸<R a >= 短半軸<R b >= 起始角度<A1>= 終止角度<A2>= | 參數方程: x=acos(t) y=bsin(t) |
| 螺線 | 起始角度<A1>= 起始半徑<R1>= 終止角度<A2>= 終止半徑<R2>= | 阿基米德螺線 |
| 拋物線 | 係數<K2>= 起始參數<X1>= 終止參數<X2>= | 使用拋物線方程Y=K*X*X。 |
| 漸開線 | 基圓半徑<R>= 起始角度<A1>= 終止角度<A2>= | 參數方程: x=R(cos(t)+sin(t)) y=R(sin(t)-cos(t)) |
| 標準齒輪 | 齒輪模數<M>= 齒輪齒數<Z>= 有效齒數<N>= 起始角度<A>= | 相當於自由齒輪中,各參數設定為:壓力角<A>=20, 變位係數<O>=0,齒高係數<T>=1,齒頂隙係數<B>=0.25,過渡圓弧係數=0.38。 不要使有效齒數大於齒數,這樣雖然也能作出圖形,但會有許多重複的線條,在生成加工代碼時會造成麻煩。 |
| 自由齒輪 | 齒輪模數<M>= 齒輪齒數<Z>= 壓力角<A>= 變位係數<O>= 齒高係數<T>= 齒頂隙係數<B>= 過渡圓弧係數= 有效齒數<N>= 起始角度<A>= | 漸開線齒輪: 基圓半徑:Rb=MZ/2*cos(A) 齒頂圓半徑:Rt=MZ/2+M*(T+O) 齒根圓半徑:Rf=MZ/2-M*(T+B-O) |
圖形編輯
塊選單
Towedm塊選單可以對圖形的某一部分或全部進行刪除、縮放、鏇轉、拷貝和對稱處理,對被處理的部分,首先必需用視窗建塊或用增加元素方法建塊,塊元素以洋紅色表示。
1 視窗選定
螢幕顯示:
第一角點 ----- 指定視窗的一個角,按[ESC]鍵或滑鼠右鍵中止。
第二角點 ----- 指定視窗的另一個角,按[ESC]鍵或滑鼠右鍵中止。
建塊後,矩形視窗內的元素顯示為洋紅色。輔助線和點由於不是有效圖元不能被選定為塊。
2 增加元素
螢幕顯示:
增加塊元素盤à
如需增加某一元素到塊中,移動滑鼠選取,被選取的塊元素顯示為洋紅色。
3 減少加元素
螢幕顯示;
減少塊元素盤à
如需在塊中減少某一元素,移動滑鼠選取,被減少的塊元素恢復為正常顏色。
4 取消塊
螢幕顯示:
取消塊 <Y/N?>
按確認鍵後,將所有塊元素恢復為非塊,全部洋紅色元素恢復為正常顏色。
5 刪除塊元素 ---- 將所有塊元素刪除。
螢幕提示
刪除塊元素 <Y/N?>
按確認鍵後,將刪除所有洋紅色顯示的元素。
6 塊平移(塊拷貝) ---- 平移複製所有塊的元素。
螢幕提示:
平移距離 <DX,DY>=
平移次數 <N>=
圖3.2 平移距離<DX,DY>=30,0,平移次數<N>=2的結果
7 塊鏇轉 ---- 鏇轉複製所有塊的元素。
螢幕提示
鏇轉中心<X,Y>=
繞鏇角度<A>=
鏇轉次數<N>=鏇轉次數(不包括本身)
8 塊對稱 ---- 對稱複製所有塊的元素。
螢幕提示:
對稱於點,直線 = 對稱於某一點或直線
9 塊縮放 ---- 按輸入的比例在尺寸上縮放所有塊的元素。
10 清除重合線 ---- 清除重合的線、圓弧。如果錯誤地多次併入了同一個檔案可以使用此功能清除重複的線圓弧。
11 反向選擇 ---- 將所有塊元素設為非塊,所有非塊元素設為塊。
12 全部選定 ---- 將所有直線、圓、圓弧全部設為塊元素。
相對
Towedm提供相對坐標系,以方便一些有相對坐標系要求的圖形處理。
1 相對鏇轉
螢幕顯示:
鏇轉角度<A>= 繞原點鏇轉A角
將當前整個圖形繞原點鏇轉A角度。
2 取消相對
取消已作的相對操作,恢復相對操作前的圖形狀態。
3 對稱處理
螢幕顯示:
對稱於坐標軸<X/Y?>
將當前整個圖形對稱於X或Y軸。
4 原點重定
螢幕顯示:
新原點<X,Y>=
以一個點作為新的坐標原點。
四.自動編程操作
Towedm 可對封閉或不封閉圖形生成加工路線,並可進行鏇轉和陣列加工,可對數控程式進行查看、存檔,可直接傳送至線切割工具機單板機。
加工路線
開始加工代碼的生成過程:
<1> 選擇加工起始點和切入點。
<2> 回答加工方向。(Yes/No)。
<3> 給出尖點圓弧半徑。
<4> 給出補償間隙,請根據圖形上箭頭所提示的正負號來給出數值。
<5> 操作完成後如果無差錯即會給出生成後的代碼信息,有錯誤則給出錯誤提示。
提示信息格式如下:
R=尖點圓弧,F=間隙補償,NC=代碼段數,L=路線總長,X= X軸校零,Y= Y軸校零
4 .2 上一步代碼
即舊AUTOP的“取消舊路線”(取消已生成的加工路線),不同的是,在有多個跳步存在的情況下,一次只取消一步。
4 . 3 代碼存檔
將已生成的加工代碼保存到磁碟。存檔後擴展名為“.3B”。
如果當前檔案檔案名稱為空,則以NONAME00.3B存到磁碟,有可能覆蓋已有的3B檔案,因此必須先將圖形檔案存檔(用“主選單”中的“檔案另外儲存為”, 參看1.1節)。
[ 注]:如無指定資料夾,所有檔案只是儲存在虛擬盤,停電後將無法保存。用戶須自行在HL系統內,將檔案存入圖庫。
4 . 4 軌跡仿真
用於以圖形的直觀的方式查看加工順序。按F10鍵也可重畫加工路線。
4 . 5 起始對刀點
當生成的加工代碼的起割點不是要求的起點時,可使用此功能將其引導到需要的起點上去。
4 . 6 終止對刀點
當生成的加工代碼終止點不是要求的終止點時,可以用此功能將它引導到要求的終止點上去。
4 . 7 鏇轉加工
螢幕提示:
鏇轉中心 <X,Y>=
鏇轉角度 <A>=
鏇轉次數 <N>=鏇轉次數(不包括本身)
4 . 8 陣列 加工
螢幕提示:
陣列點 <X,Y>=
輸入X,Y數值或用滑鼠點擊螢幕上已有的點,即將已有的加工路線,以該點為起始點,再產生一次。
與舊AUTOP不同,Towedm需要先用“點選單”中的“點陣”生成需要的點陣(參看2.1節),再點擊各個跳步程式的起始點來生成陣列。這樣做的好處是,用戶可以更好地安排跳步程式的路線,以節省空走的路程。如圖4.1所示,舊AUTOP只能產生右圖的跳步陣列,可見路程的不合理。
按Esc鍵退出後,再選“陣列加工”,則可成倍增加跳步程式。
圖4.1 陣列加工,右圖為舊AUTOP產生的陣列
4 . 9 查看代碼
使用“查看代碼”功能可以檢閱當前已生成的加工代碼。
4 . 10 載入 代碼
螢幕提示:
取消當前代碼 <Y/N?>
按確認鍵後,調用檔案管理器(參看1.3節),調入已有的3B檔案。
加工起始點 <X,Y>=
選擇一個點,作加工路線起點。
按F10鍵可在螢幕上重畫加工路線。
4 . 11 代碼傳送
“ 應答傳輸”即“送數控程式”,將加工代碼以“應答傳輸”的方式送到工具機單板機。
“ 同步傳輸”即“穿數控紙帶”,將加工代碼到“同步傳輸”的方式送到工具機單板機。
[ 注]:3B傳送的方式通過在 HL主畫面的“ Var. 系統參數” 選單中設定“ Autop.cfg 設定” 來設定。工具機單板機所要求使用的接收方式必須同程式傳送的方式對應,否則傳送不能成功。
“ Autop.cfg 設定”共四位數字:
第一位數字確定傳送輸出電平和應答握手電平:
0:傳送輸出電平5V有效,應答握手電平5V有效;
1:傳送輸出電平0V有效,應答握手電平5V有效;
2:傳送輸出電平5V有效,應答握手電平0V有效;
3:傳送輸出電平0V有效,應答握手電平0V有效;
如用“同步傳輸”方式,不需理會應答握手電平。
第二位數字確定3B暫停碼:
0:無暫停碼
1:D
2:B0 B0 B0 FF
3:B0 B0 B0 GX L1
第三位數字確定“同步傳輸”信號保持時間,數字越大,時間越長。
第四位數字確定中或英文幫助說明。(適用於中英文版本的HL卡,可同時轉換使用英文版的Towedm)。
