
定義
銷釘孔是用於安放銷的固定孔。銷釘孔按照對應銷的形式的不同而不同。具體情況,按銷的選擇而定。
不同銷對應的銷釘孔
圓柱銷銷釘孔
圓柱銷靠過盈配合固定在銷釘孔中,經多次拆裝會降低其位置精確度和可靠性。而圓柱銷屬於定位銷,定位銷是用來固定零件的相對位置,故銷和銷釘孔能夠承載一定的載荷。
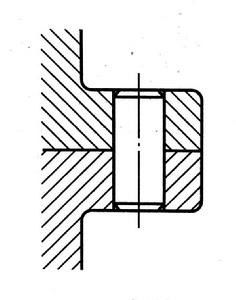 圖1 圓柱銷
圖1 圓柱銷圓柱銷和其銷釘孔如圖1。
圓錐銷銷釘孔
圓錐銷的銷釘孔具有 1:50的錐度。圓柱銷在受橫向力的時候可以 自鎖。圓錐銷安裝方便, 銷釘孔和銷的定位精度要求較高,可多次拆裝而不影響定位精度。如圖2。
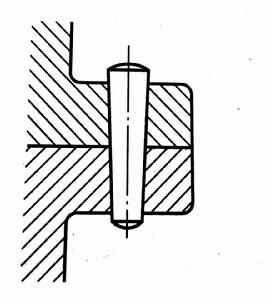 圖2 圓錐銷
圖2 圓錐銷端部帶螺紋的圓錐銷的銷釘孔可以是盲孔。如圖3。
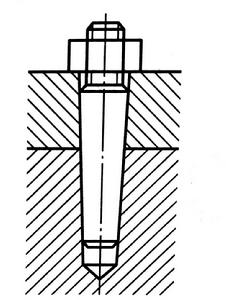 圖3 螺尾圓錐銷在盲孔中
圖3 螺尾圓錐銷在盲孔中圓錐銷的銷釘孔在裝配圖上需要特別 標註它的自帶錐度,以便工人加工。標註方式如圖4。
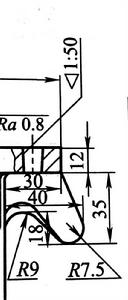 圖4 圓錐銷銷釘孔的標註方式
圖4 圓錐銷銷釘孔的標註方式槽銷銷釘孔
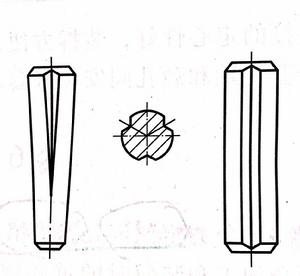 圖5 槽銷
圖5 槽銷槽銷的銷釘孔 不需要絞制,加工方便,可多次拆卸。槽銷打入銷釘孔後會緊壓銷釘孔,不易脫落,因而 能承受震動和變載荷。槽銷如圖5。
銷軸銷釘孔
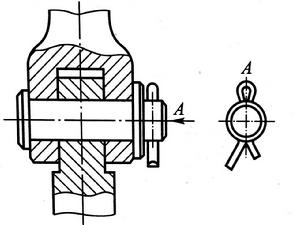 圖6 銷軸和其銷釘孔
圖6 銷軸和其銷釘孔銷軸用於兩零件鉸接處,構成鉸鏈連線。銷軸常用開口銷固定,開口銷在銷釘孔底部分開。如圖6。
銷釘孔和銷的配合
銷釘孔和銷在裝備中往往是用於固定零件之間的相對位置,它是組合加工和裝配時的重要輔助零件。故銷和銷釘孔一般為過盈配合。
銷釘孔在製作加工時候定位基準以及加工精度的要求較高,公差要求也比較嚴格。
圓柱銷的公差一般取 H7,而圓柱銷和圓錐銷的直徑偏差一般有h8和m6兩種。
銷釘孔加工過程
因為銷釘孔的加工精度較高,故加工時候一般先鑽孔,並留出適當餘量,然後再用鉸刀鉸制。
鑽頭的選擇
選擇鑽頭時,需要參考一下內容:
直徑
刀具加緊的方式
鑽孔的幾何形狀
1.直徑
2.刀具加緊的方式
3.鑽孔的幾何形狀
鑽孔完成後,孔的公差等級可達到:IT10~IT13。
鉸刀的選擇
鉸刀的選擇同鑽頭:
1.直徑
2.刀具加緊的方式
3.鑽孔的幾何形狀
在加工時鉸刀的轉速理論上和相同尺寸的鑽頭的轉速一樣,但是加工出來的薄屑會使鉸刀產生附加的震動,故通常會將鉸刀的轉速調製為鑽頭轉速的一半,有時甚至會更低。
鉸刀加工完畢後,孔的公差等級可以達到:IT5~IT10。大大提升銷釘孔的加工精度。
