
設施布置問題
1、應包括哪些經濟活動單元
這個問題取決於企業的產品、工藝設計要求、企業規模、企業的生產專業化水平與協作化水平等多種因素。反過來,經濟活動單元的構成又在很大程度上影響生產率。例如,有些情況下一個廠集中有一個工具庫就可以,但另一些情況下,也許每個車間或每個工段都應有一個工具庫。
2、每個單元需要多大空間
空間太小,可能會影響到生產率,影響到工作人員的活動,有時甚至會容易引起人身事故;空間太大,是一種浪費,同樣會影響生產率,並且使工作人員之間相互隔離,產生不必要的疏遠感。
3、每個單元空間的形狀如何
每個單元的空間大小、形狀如何以及應包含哪些單元,這幾個問題實際上相互關聯。例如,一個加工單元,應包含幾台機器,這幾台機器應如何排列,因而占用多大空間,需要綜合考慮。如空間已限定,只能在限定的空間內考慮是一字排開,還是三角形排列等;若根據加工工藝的需要,必須是一字排開或三角形排列,則必須在此條件下考慮需多大空間以及所需空間的形狀。在辦公室設計中,辦公桌的排列也是類似的問題。
4、每個單元在設施範圍內的位置
這個問題應包括兩個含義:單元的絕對位置與相對位置。有時,幾個單元的絕對位置變了,但相對位置沒變。相對位置的重要意義在於它關係到物料搬運路線是否合理,是否節省運費與時間,以及通訊聯絡是否便利。此外,如內部相對位置影響不大時,還應考慮與外部的聯繫,例如,將有出入口的單元設定於靠近路旁。
設施布置類型
工藝導向布置(Process layouts)
也稱車間或功能布置,是指一種將相似的設備或功能放在一起的生產布局方式,例如將所有的車床放在一處,將衝壓工具機放在另一處。被加工的零件,根據預先設定好的流程順序從一個地方轉移到另一個地方,每項操作都由適宜的機器來完成。醫院是採用工藝導向布局的典型。
產品導向布置(Product layouts)
也稱裝配線布局,是指一種根據產品製造的步驟來安排設備或工作過程的布局方式。鞋、化工設備和汽車清洗劑的生產都是按產品導向原則設計的。
混合布置(Hybrid layouts)
混合布置是一種常用的設施布置方法。指將兩種布局方式結合起來的布局方式。比如,一些工廠總體上是按產品導向布局(包括加工、部裝和總裝三階段)在加工階段採用工藝導向布局,在部裝和總裝階段採用產品導向布局。這種布置方法的主要目的是:在產品產量不足以大到使用生產線的情況下,也儘量根據產品的一定批量、工藝相似性來使產品生產有一定順序,物流流向有一定秩序,以達到減少中間在制品庫存、縮短生產周期的目的。混合布置的方法又包括:一人多機、成組技術等具體套用方法。
定位布置(Fixed-Position layouts)
固定位置布局是指產品由於體積或重量龐大停留在一個地方,從而需要生產設備移到要加工的產品處,而不是將產品移到設備處的布局方式。造船廠、建築工地和電影外景製片場往往都採用這種布局方式。
布局方式比較
工藝導向布局適合於處理小批量、顧客化程度高的生產與服務,其優點是:設備和人員安排具有靈活性;其缺點是:設備使用的通用性要求較高的勞動力熟練程度和創新,在制品較多。
產品導向布局適合於大批量的、高標準化的產品的生產,其優點是:單位產品的可變成本低,物料處理成本低,存貨少,對勞動力標準要求低;其缺點是:投資巨大,不具產品彈性,一處停產影響整條生產線。
其實,工藝導向布局與產品導向布局之間的區別就是工作流程的路線不同。工藝導向布局中的物流路線是高度變化的,因為用於既定任務的物流在其生產周期中要多次送往同一加工車間。產品導向布局中,設備或車間服務於專門的產品線,採用相同的設備能避免物料迂迴,實現物料的直線運動。只有當給定產品或零件的批量遠大於所生產的產品或零件種類時,採用產品導向布局原則才有意義。
成組技術布局則是將不同的機器分成單元來生產具有相似形狀和工藝要求的產品。其優點是:改善人際關係,增強參與意識;減少在制品和物料搬運及生產過程中的存貨;提高機器設備利用率;減少機器設備投資與縮短生產準備時間等。
辦公室布局與製造業布局強調的重點不同。製造業布局強調的是物料的流動,而辦公室布局則強調的是信息的傳遞。 零售/服務布局追求的是使單位面積的利潤最大。
類型選擇因素
在設施布置中,到底選用哪一種布置類型,除了生產組織方式戰略以及產品加工特性以外(這是顯而易見的),還應該考慮其它一些因素。也就是說,一個好的設施布置方案,應該能夠使設備、人員的效益和效率儘可能好。為此,還應該考慮以下一些因素:
1、所需投資
設施布置將在很大程度上決定所要占用的空間、所需設備以及庫存水平,從而決定投資規模。如果產品的產量不大,設施布置人員可能願意採用工藝對象專業化布置,這樣可節省空間,提高設備的利用率,但可能會帶來較高的庫存水平,因此這其中有一個平衡的問題。如果是對現有的設施布置進行改造,更要考慮所需投資與可能獲得的效益相比是否合算。
2、物料搬運
在考慮各個經濟活動單元之間的相對位置時,物流的合理性是一個主要考慮因素,即應該使量比較大的物流的距離儘可能短,使相互之間搬運量較大的單元儘量靠近,以便使搬運費用儘可能小,搬運時間儘可能短。曾經有人做過統計,在一個企業中,從原材料投入直至產品產出的整個生產周期中,物料只有 15%左右的時間是處在加工工位上,其餘都處於搬運過程中或庫存中,搬運成本可達總生產成本的25%-50%。由此可見,物料搬運是生產運作管理中相當重要的一個問題。而一個好的設施布置,可使搬運成本大為減少。
3、柔性
設施布置的柔性一方面是指對生產的變化有一定的適應性,即使變化發生後也仍然能達到令人滿意的效果;另一方面是指能夠容易地改變設施布置,以適應變化了的情況。因此在一開始設計布置方案時,就需要對未來進行充分預測;再一方面是,從一開始就應該考慮到以後的可改造性。
4、其它
其它還需要著重考慮的因素有:勞動生產率,為此在進行設施布置時要注意不同單元操作的難易程度懸殊不宜過大;設備維修,注意不要使空間太狹小,這樣會導致設備之間的相對位置不好;工作環境,如溫度、噪音水平、安全性等,均受設施布置的影響;人的情緒,要考慮到是否可使工作人員相互之間能有所交流,是否給予不同單元的人員相同的責任與機會,使他們感到工平等。
設施布置布局
重量--距離模式
廠區平面布局原則
從至卡片
經濟效益比較法
流量矩陣
模板布置法
企業總平面布局的程式
物料流向圖法
物流從至分析表
要素比較法
優缺點比較法
廠區平面布局方法簡介
塊狀區劃圖法
平面布局原則
廠區布置的根本要求是要有系統觀點,兼顧各方面要求,合理布局精心安排,講究整體效果。一般應遵循以下三條原則:
1.工藝原則
廠區布置首先應該滿足生產工藝過程的要求,即全廠的工藝流程要順暢,從上工序轉到下工序,運輸距離要短直,儘可能避免迂迴和往返運輸。
2.經濟原則
生產過程是一個有機整體,只有在各部門的配合下才能順利進行,其中,基本生產過程(產品加工過程)是主體,與它有密切聯繫的生產部門要儘可能與它靠攏,如輔助生產車間和服務部門應該圍繞基本生產車間安排。在滿足工藝要求前提下,尋求最小運輸量的布置方案,還要求能充分利用土地面積。
3安全和環保原則
廠區布置還要有利於安全生產,有利於職工的身心健康,如易燃易爆物品庫應遠離人群密集區,並有安全防範措施,有足夠的消防安全設施,各生產部門的布置要符合環保要求,還要有三廢處理措施等等。
設施/倉庫布置
倉儲業是非製造業中占比重很大的一個行業,通過其倉庫布置來縮短存取貨物的時間、降低倉儲管理成本具有重要的意義。從某種意義上來說,倉庫類似於製造業的工廠,因為物品也需要在不同地點(單元)之間移動。因此,倉庫布置也可以有很多不同的方案,一般的倉庫布置問題的目的都是尋找一種布置方案,使得總搬運量最小。這個目標函式與很多製造業企業設施布置的目標函式是一致的。因此,可以藉助於類似負荷距離法等方法。實際上,這種倉庫布置的情況比製造業工廠中的經濟活動單元的布置更簡單,因為全部搬運都發生在出入口和貨區之間,而不存在各個貨區之間的搬運。
這種倉庫布置進一步去分為兩種不同情況:(1)各種物品所需貨區面積相同。在這種情況下,只需把搬運次數最多的物品貨區布置在靠近出入口之處,既可得到最小總負荷數;(2)各種物品所需貨區面積不同。需要首先計算某物品的搬運次數與所需貨區數量之比,取該比值最大者靠近出入口,依次往下排列。
上面是以總負荷數最小為目標的一種簡單易行的倉庫貨區的布置方法。在實際中,根據情況的不同,倉庫布置可以有多種方案,多種考慮目標。例如,不同物品的需求經常是季節性的,在元旦、春節期間應把電視、音響放在靠近處入口處。又如,空間利用的不同方法也會帶來不同的倉庫布置要求,在同一面積內,高架立體倉庫可存儲的物品要多得多。由於揀運設備、存儲紀錄方式等的不同,也會帶來布置方法上的不同。再如,新技術的引入會帶來考慮更多有效方案的可能性:當計算機倉庫信息管理系統可使得揀運人員迅速知道每一物品的準確倉儲位置,並為揀運人員設計一套匯集不同物品與同一貨車上的最佳揀出行走路線;自動分揀運輸線可使倉儲人員分區工作,而不必跑遍整個倉庫,等等。總而言之,根據不同的目標,所使用技術不同以及倉儲設施本身的特點,倉庫的布置方法有多種。
布置方法
設施布置工具
設備布置工具,一般包括布置草圖、布置模板和布置模型三種。布置草圖是研究工藝流程和物料流向的平面圖或立體圖。在布置草圖上,設備排列應按一定的比例展開,並有相應的代號,以便識別和操作。布置模板是一種最常用的布置方式,即用塑膠板或木板製成與設備實物形狀相似,按一定比例縮小了的設備模板,並用設備模板進行設備的平面布置。布置模型和布置模板相似,只是把平面的模板換成立體的模型,從而使模型輪廓與實物更為相似,布置模型方便準確,便於確定設備的空間布置情況,但造價較高。
當然,工廠在進行實際的設備布置時,並不是拘泥於其中的一種布置工具,而是各種設備布置工具結合使用,特別是設備布置草圖,常常被作為布置模板和布置模型的預備性工作,以減少工作量。
布置形式原則
設備布置有三種形式:一是工藝專業化形式,即把同類型的設備布置在一起,又稱機器群;二是對象專業化形式,即把為製造某種產品所需要的各種不同類型的設備,按工藝加工順序布置在一起;三是混合形式,即前面兩種形式的結合使用。
設備布置的原則是:
1、最短路徑原則。儘量使產品通過各設備的加工路線最短。多設備看管時,工人在設備之間的行走距離最短;
2、關聯原則。關聯原則要求把緊密關聯的設施緊靠在一起,加工大型產品的設備應布置在有橋式吊車的車間裡。加工長形棒料的設備儘可能布置在車間的入口處;
3、確保全全。各設備之間、設備與牆壁、柱子之間應有一定的距離。設備的傳動部分要有必要的防護裝置;
4、協調原則。分工必須協調,用系統的、整體的觀念合理規劃各設施之間的關係。協調包括內部協調與外部協調。內部協調保證了企業內部各設施的整體性;外部協調需要考慮企業設施對環境的影響,如旅遊城市的工廠設施布局就要考慮市政的要求。
5、充分利用車間的生產面積。在一個車間內,可因地制宜地將設備排列成縱向、橫向或斜角,不要剩下不好利用的面積。
6、專業化原則。設施布置應在分工基礎上符合專業化原則,如按照工藝專業或者對象專業化,從而提高生產率與管理效率。
7、分工原則。設施之間要合理分工,如生活區、生產區、辦公區等,合理分工有利於管理、環境保護和安全。
8、彈性原則。設施布置要考慮未來發展的需要,要留有餘地,為企業今後的發展留有可擴展的空間。
從--至表法
從--至表法是一種常用的車間設備布置方法。從--至表是記錄車間內各設備間物料運輸情況的工具,是一種矩陣式圖表,因其表達清晰且閱讀方便,因而得到了廣泛的套用。一般來說,從--至表根據其所含數據元素的意義不同,分為三類:表種元素表示從出發設備至到達設備距離的稱為距離從--至表;表種元素表示從出發設備至到達設備運輸成本的叫做運輸成本從--至表;表種元素表示從出發設備至到達設備運輸次數的叫做運輸次數從--至表。當達到最最佳化時,這三中標所代表的最佳化方案分別可以實現運輸距離最小化、運輸成本最小化和運輸次數最小化。
下面,結合一條生產線的布置的例子,說明從--至表法的操作步驟。
設一條生產線上加工17中零件,該生產線包括8種設備10個工作地,任意相鄰兩工作地間距離大體相等並記作一個單位距離。用從至表法的解決步驟如下:
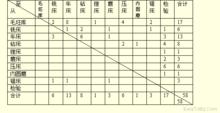
步驟1、根據綜合工藝路線圖,編制零件從--至表。表中每一方格的數字代表零件從某一工作移到另一工作地的次數。因而,這一從一至表是次數從至表,表中數據距離對角線的格數表示兩工作地間的距離單位數,因而,越靠近對角線的方格,兩工作地間距離越小。
表:初始零件從--至表
 設施布置
設施布置步驟 2、改進零件從--至表求最佳設備排列順序。最佳排列順序應滿足如下條件,從--至次數最多的兩台工具機,應該儘可能的靠近,由如上對從--至表的分析看出,這需要使從--至表中越大的數字越靠近對象線。
步驟 3、通過計算,評價最佳化結果。由於數據方格距對角線的距離表示兩工序間的距離,而數據表示零件在兩工序間的移動次數,所以,可以用方格中數據與方格距對角線的距離之積的和,來表示零件總的移動距離:
 設施布置
設施布置