
組成
螺柱焊主要由螺柱焊電源和焊槍組成。
原理
電弧螺柱焊的基本原理是在待焊螺柱與工件間引燃電弧,當螺柱與工件被加熱到合適溫度時,在外力作用下,螺柱送入工件上的焊接熔池形成焊接接頭。根據焊接過程中所用焊接電源的不同,傳統電弧螺柱焊可以分為普通電弧螺柱焊和電容儲能電弧螺柱焊兩種基本方法。
種類
螺柱焊是將金屬螺柱或其他緊固件焊接在工件上的方法。實現螺柱焊接的方法有多種,如:拉弧式螺柱焊、儲能式螺柱焊、電阻焊、凸焊等。與之相對應的焊機也有所不同,分別為拉弧式螺柱焊機、儲能式螺柱焊機、電阻焊機、凸焊機等。
螺柱焊機在國內有多種非正規稱法,如種焊機,植焊機,種釘機,植釘機,螺釘焊機,螺絲焊機等等,均是指螺柱焊機。
儲能式螺柱焊機
儲能式螺柱焊機採用大容量電容作為焊接能量的來源,通過可控矽精確控制放電時間,以瞬間低電壓-強電流的方式將螺柱尖端迅速熔化,使螺柱和工作面間隙快速合併,將螺柱牢固的焊接在工作面上,整個過程持續約1-10ms。
儲能式螺柱焊機的工作原理簡圖如下:
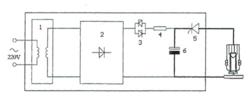 螺柱焊原理圖
螺柱焊原理圖儲能式螺柱焊機採用220V交流電,通過變壓器1降壓,再通過整流橋2將交流電變為直流電,經過雙向整流管3和充電電阻向電容6充電。由智慧型晶片精確控制可控矽5,使儲能電容6瞬間釋放全部電量完成整個焊接過程。
儲能式螺柱焊機廣泛運用於鈑金工程、電子業開關櫃、試驗和醫療設備、食品工業、家電工業、通訊工程、工業全套炊具、辦公室和銀行設備、投幣式督貨機、玻璃幕牆結構和絕緣技術等。
特點
1.非常節省時間和成本
所有螺柱焊的結構不用鑽孔,沖孔,車螺紋,鉚接,擰螺紋和精整等步驟。
2.不斷擴展結構設計的套用潛力
在螺柱焊時起焊接過程是短時間,大電流和較小的熔深。因此,可以焊接到很薄的板材上。對於使用陶瓷環拉弧螺柱焊和短周期拉弧螺柱焊的板厚可以到1mm。電容放電拉弧螺柱焊可以到0.6mm,而儲能式螺柱可以到0.5mm。
螺柱焊的工件必須是從一側焊接。
能在全位置焊接,藉助於擴展器可以焊接到受限制的垂直隔板上。
由於是短時間焊接且焊後很少變形,故不需要修整。
因為焊接的結構不需要鑽孔,故不會造成泄漏。
螺柱焊的接頭可以達到很高的強度,即螺柱焊的接頭強度大於螺柱本身強度。
在鍍層或高合金板材焊接後,背面沒有印痕。
3.良好的經濟性
螺柱焊相對於其他焊接方法的優點,在於焊接功率上。對於批量生產的工件,在很短的焊接時間(3-980ms)內可打到8-40個/min(根據不同直徑螺柱和不同焊接功率)。而自動送料螺柱焊機可以達到60個/min的超高效率。
標準的螺柱是低成本的。
螺柱焊設備和焊槍具有多種類型,設備的購置費用相對較低。
根據產品,可以製成多工位自動焊機,或高精度龍門式數控自動焊機。
螺柱焊具有較高的質量再現率和較小的廢品率。
注意事項
螺柱焊在套用中要注意:螺柱焊也和其他熔化焊一樣,對鋼中的含碳量有一定限制——對於結構鋼螺柱,含碳量應在0.18%以內,而母材的含碳量應在0.2%以內。
要根據螺柱焊的不同方法,按推薦的螺柱材料和母材組合可焊性施焊,否則螺柱和母材相互之間會有不熔性。
超出推薦範圍以外的螺柱材料和母材組合要通過試驗確定可焊性和產品設計要求進行相關檢驗評定可能性。
