自動送料打孔機採用大範圍上工件按圖走位,進入CCD掃描範圍;小範圍內CCD掃描精準捕捉圖形,下工件套實行定位沖孔。上下雙工位並行配合工作,實現打孔機構連續無停頓工作。打孔速度僅僅限制於打孔機構的反應時間,運動時間,可以很大程度上提高生產效率,節省人工。

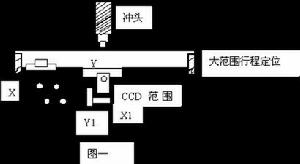 自動送料打孔機總體結構圖
自動送料打孔機總體結構圖1、圖像識別
圖像識別採用CCD圖像感測器+DSP的方式實現。
CCD圖像感測器是一種光電轉換式圖像感測器,利用光電轉換原理把圖像信息直接轉換成電信號。它具有自掃描、工作速度快、測量精度高、壽命長的特點。
DSP晶片,即數位訊號處理器,是專門為快速實現各種數位訊號
處理算法而設計的、具有特殊結構的微處理器,其處理速度已高達2000MIPS,比最快的CPU還快10-50倍。
圖像識別系統利用CCD將工件轉換成為電信號經A/D轉換後送入DSP進行處理,利用DSP能夠高速處理數位訊號的特點,在很短的時間內識別分析工件並對打孔位置定位。本公司圖形識別主要採用日本Watec進口CCD攝像頭。
2、運動結構
採用大範圍上工件套按圖走位。輸入要衝孔的定位孔,(圖一)所示待沖孔片材在夾具吸力下隨大工件X,Y軸前後上下移動,把片材移動到CCD範圍,攝像頭自動捕捉圖形。DSP晶片分析圖形數據,並發信號控制下工件套X1,Y1移動,精確定位。運動結構本公司在絲桿,導軌/滑塊主要採用台灣上銀H級的高精度傳動部件,保證質量。CCD定位採用日本三洋的57系列步進馬達保證提速快,力矩的穩定性;驅動器採用雷賽最高端的仿伺服驅動無噪音穩定性好,小範圍精度高。大範圍行程馬達驅動器採用日本三洋公司的,同步性能好,穩定性好,噪音低。
3、 氣動部分
在定位捕捉完成後,在DSP晶片控制下,啟動電磁閥,打開開關控制氣缸的上下運動沖孔。在氣動部分,氣缸,電磁閥採用台灣亞德客品牌,穩定,持久。
1、打孔速度快,生產效率高。
2、CCD在可視範圍找圖,圖像採集穩定高效。
3、自動化程度高,用戶只需要將工件放入相應工位即可,不需要手動放準CCD區域。
4、採用嵌入式系統加PC機控制,控制器採用DSP晶片,可以直接焊接於電路板上,不需要PC機安全可靠。PC機控制打孔軟體,軟體升級只需要升級沖孔軟體即可,保證性能高效。
沖孔直徑:Φ1-Φ5mm(標配)(定製可更大)
外型尺寸:2300×2100×1350MM(長×寬×高)
最大片材尺寸:640mm×600mm
CCD識別範圍:13mm×9mm
沖孔厚度:0.1~4mm(視材料而異)
識別圖形:任何CCD可視圖形
沖孔誤差:≤±0.008mm
理論速度:0.4S/孔
