
膠接原理
膠接的原理還沒有得到完滿而統一的結論,主要有以下4種觀點。
1、機械作用:任何零件表面,都難以做到絕對平滑。利用膠粘劑在固化前的流動性和毛細作用,能夠滲人被粘物表面的微小凹穴中。當膠粘劑固化後,就像有無數微小的“銷釘”鑲嵌在被粘物的微小縫隙中,從而產生牢固的接頭。
2、擴散作用:在溫度和壓力的作用下,由於膠粘劑與被粘物之間分子的相互擴散形成“交織”層,從而牢固地連線在一起。
3、吸附作用:任何物質的分子彼此靠近時,分子間的相互作用力便能將接觸的物體相互吸附在一起。當膠粘劑與被粘物的分子緊密接觸時,也會發生吸附作用使之形成牢固的結合。
4、化學作用:在某些膠接過程中,膠粘劑分子能與被粘物表面分子之間形成牢固的化學鍵,從而使它們有力地結合在一起。
膠接接頭設計
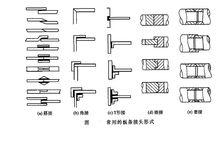 板條接頭形式
板條接頭形式設計膠接接頭時,應綜合考慮受力性質和大小,接頭加工的可能性、經濟性,膠接工藝的要求,使用條件等多方面因素。而在製作結構件接頭時,主要應考慮接頭的強度。如圖所示為常用的板條接頭形式。
膠接材料表面處理
由於膠接主要藉助於膠黏劑對膠接材料表面的黏附作用,因此膠接材料的表面處理對於接頭的強度和持久性是十分重要的。表面處理的目的:一是除去材料表面妨礙膠接的油污、銹跡、吸附物、灰塵和水分等;二是改變材料表面的物理化學性質,如獲得活性的易於膠接的特殊表面或造成特定的粗糙度等。
調膠與配膠
市場銷售的膠種,要按說明書進行調膠,要求混合均勻、無顆粒或膠團。而自行配製的膠種,使用前應按規定比例現用現配,根據運用期長短和需要量確定配膠量。
塗膠與晾置
膠黏劑可用機械設備或手工噴灑、塗刷、浸漬等方法塗抹。兩被黏物之間的表面都要均勻塗膠。膠層厚度以0.03~0.15mm為宜。 對於含溶劑膠種,塗抹後應晾置,以便溶劑揮發。
疊合
橡膠型膠黏劑的疊合應一-次對準位置,不可錯動,並用木槌敲打、壓平、排除空氣。而液體無溶劑膠黏劑疊合後最好來回錯動幾次, 以增加接觸,排除空氣。
固化
固化即膠黏劑通過溶劑揮發、熔體冷卻、乳液凝聚等物理作用或縮聚、加聚、交聯、接枝等化學反應,使其變為固態。固化的重要控制因素是溫度、壓力和時間。固化常用的加熱方法是電烘箱和紅外線加熱;採用高頻、超音波、微波及射線輻射等方法,能加速固化。
膠接的類型
結構中常用的膠接工藝適用於以下幾種類型材料的膠接。
①複合材料與複合材料膠接;
②複合材料與金屬膠接;
③金屬與金屬膠接。
膠接的工藝要求
膠接結構至少包括一個界面需要另外或多個準備膠接的表面,控制不同類型膠接結構的技術參數是相近的。對於膠接工藝過程要經過反覆驗證並確定可靠的工藝步驟,如膠接表面的準備。需要基於每一工藝過程允許的變化,了解結構的敏感特性。對於複合材料膠接表面,經過檢驗的表面預處理需要激活表面的化學粘附力。所有的金屬膠接表面同樣要經過檢驗的工藝過程激活表面的化學粘附力。膠接的使用要有嚴格的工藝控制,並通過徹底的結構完整性驗證。
