
最新PCIE匯流排筆記本式聲發射系統聲發射-概念
材料中局域源快速釋放能量產生瞬態彈性波的現象稱為聲發射(Acoustic Emission, 簡稱AE) ,有時也稱為應力波發射。材料在應力作用下的變形與裂紋擴展,是結構失效的重要機制。這種直接與變形和斷裂機制有關的源,被稱為聲發射源。近年來,流體泄漏、摩擦、撞擊、燃燒等與變形和斷裂機制無直接關係的另一類彈性波源,被稱為其它或二次聲發射源。
聲發射是一種常見的物理現象,各種材料聲發射信號的頻率範圍很寬,從幾Hz的次聲頻、20 Hz~20K Hz的聲頻到數MHz的超聲頻;聲發射信號幅度的變化範圍也很大,從10m的微觀位錯運動到1m量級的地震波。如果聲發射釋放的應變能足夠大,就可產生人耳聽得見的聲音。大多數材料變形和斷裂時有聲發射發生,但許多材料的聲發射信號強度很弱,人耳不能直接聽見,需要藉助靈敏的電子儀器才能檢測出來。用儀器探測、記錄、分析聲發射信號和利用聲發射信號推斷聲發射源的技術稱為聲發射技術,人們將聲發射儀器形象地稱為材料的聽診器。
聲發射-發展概述
 聲發射
聲發射現代的聲發射技術的開始以Kaiser五十年代初在德國所作的研究工作為標誌。他觀察到銅、鋅、鋁、鉛、錫、黃銅、鑄鐵和鋼等金屬和合金在形變過程中都有聲發射現象。他最有意義的發現是材料形變聲發射的不可逆效應即:“材料被重新載入期間,在應力值達到上次載入最大應力之前不產生聲發射信號”。現在人們稱材料的這種不可逆現象為“Kaiser效應”。Kaiser同時提出了連續型和突髮型聲發射信號的概念。
二十世紀五十年代末,美國人Schofield和Tatro經大量研究發現金屬塑性形變的聲發射主要由大量位錯的運動所引起[5], 而且還得到一個重要的結論, 即聲發射主要是體積效應而不是表面效應。Tatro進行了導致聲發射現象的物理機制方面的研究工作, 首次提出聲發射可以作為研究工程材料行為疑難問題的工具, 並預言聲發射在無損檢測方面具有獨特的潛在優勢。
二十世紀六十年代初,Green等人首先開始了聲發射技術在無損檢測領域方面的套用, Dunegan首次將聲發射技術套用於壓力容器方面的研究。在整個六十年代, 美國和日本開始廣泛地進行聲發射的研究工作, 人們除開展聲發射現象的基礎研究外, 還將這一技術套用於材料工程和無損檢測領域。美國於1967年成立了聲發射工作組,日本於1969年成立了聲發射協會。
二十世紀七十年代初, Dunegan等人於開展了現代聲發射儀器的研製,他們把實驗頻率提高到100KHz-1MHz的範圍內, 這是聲發射實驗技術的重大進展, 現代聲發射儀器的研製成功為聲發射技術從實驗室的材料研究階段走向在生產現場用於監視大型構件的結構完整性創造了條件。
隨著現代聲發射儀器的出現,整個七十年代和八十年代初人們從聲發射源機制、波的傳播到聲發射信號分析方面開展了廣泛和系統的深入研究工作。在生產現場也得到了廣泛的套用,尤其在化工容器、核容器和焊接過程的控制方面取得了成功。Drouillard於1979年統計出版了1979年以前世界上發表的聲發射論文目錄, 據他的統計, 到1986年底世界上發表有關聲發射的論文總數已超過5000篇。
二十世紀八十年代初,美國PAC公司將現代微處理計算機技術引入聲發射檢測系統, 設計出了體積和重量較小的第二代源定位聲發射檢測儀器, 並開發了一系列多功能高級檢測和數據分析軟體, 通過微處理計算機控制, 可以對被檢測構件進行實時聲發射源定位監測和數據分析顯示。由於第二代聲發射儀器體積和重量小易攜帶,從而推動了八十年代聲發射技術進行現場檢測的廣泛套用,另一方面,由於採用286及更高級的微處理機和多功能檢測分析軟體,儀器採集和處理聲發射信號的速度大幅度提高,儀器的信息存儲量巨大,從而提高了聲發射檢測技術的聲發射源定位功能和缺陷檢測準確率。
進入九十年代,美國PAC公司、美國DW公司、德國Vallen Systeme公司和中國的聲華興業公司先後分別開發生產了計算機化程度更高、體積和重量更小的第三代數位化多通道聲發射檢測分析系統,這些系統除能進行聲發射參數實時測量和聲發射源定位外,還可直接進行聲發射波形的觀察、顯示、記錄和頻譜分析。
 最新版PX聲發射儀的連線圖
最新版PX聲發射儀的連線圖PXWAE聲發射儀於2006年底出口到葡萄牙里斯本大學,開創了國產聲發射儀出口到歐美市場的先河,也標誌著鵬翔科技的聲發射產品性能質量處於國內領先水平,並達到了國際先進水平。
中國於二十世紀七十年代初首先開展了金屬和複合材料的聲發射特性研究,八十年代中期聲發射技術在壓力容器和金屬結構的檢測方面得到套用。發射檢測儀已在製造、信號處理、金屬材料、複合材料、磁聲發射、岩石、過程監測、壓力容器、飛機等領域開展了廣泛的套用。
中國於1978年在中國無損檢測學會成立了聲發射專業委員會,並於1979年在黃山召開了第一屆全國聲發射學術會議,近年來已固定每兩年召開一次學術會議,到目前為止已召開了十一屆。
發展歷史
二十世紀五十年代末,美國人Schofield和Tatro經大量研究發現金屬塑性形變的聲發射主要由大量位錯的運動所引起[1],而且還得到一個重要的結論,即聲發射主要是體積效應而不是表面效應。Tatro進行了導致聲發射現象的物理機制方面的研究工作,首次提出聲發射可以作為研究工程材料行為疑難問題的工具,並預言聲發射在無損檢測方面具有獨特的潛在優勢。
第一階段,1965年,美國Dunegan推出了首台商業化的聲發射儀,一直到1983年基本都是純模擬技術實現的聲發射儀,也是第一代聲發射儀;
第二代聲發射儀,1983~1994年,美國PAC的SPARTAN-AT開始引入微處理器,並將聲發射系統模組化,部分數位化;
第三代聲發射儀,1994~2003年,美國DW、美國PAC和德國Vallen將聲發射儀全面數位化,聲發射感測器接收到的信號經過放大器放大之後直接經AD變換器專為數位訊號,然後用數字電路硬體提取特徵參數,並按照PDT、HDT、HLT等時間常數來提取聲發射波形;
第四代聲發射儀,2003~2015年,美國PAC將18bit的高速ADC引入PCI匯流排聲發射卡,開啟了18bit的高精度採集,除了特徵參數和波形外,還啟用了包含全部原始信息的波形流功能。在此期間,USB接口的聲發射儀也開始出現,並逐步從USB2.0發展到USB3.0,匯流排傳輸速度也從40MB提高到400MB;
第五代聲發射儀,2015至今,中國的鵬翔公司推出了PCIE匯流排的聲發射卡,單卡8通道,每通道18bit30M採樣,頻率頻寬高達1kHz~5MHz,且採用PCIEx8倍速傳輸,板卡傳輸頻寬高達3GB/s,第四代聲發射儀存在的傳輸瓶頸得到解決。除了聲發射特徵參數和波形的硬體實時提取之外,波形流功能也得以不受頻寬限制的全速採集和實時傳輸。同時,適合分散式檢測的千兆網接口的網路聲發射儀開始出現,並將逐步向光纖傳輸發展,實現遠距離的分散式聲發射檢測。
從頻率上來劃分:
第一個階段,Dunegan等人把聲發射的實驗頻率提高到100kHz-1MHz;
第二階段,聲發射儀器的信號頻寬提高到100kHz~1.2MHz;
第三階段,聲發射儀器的信號頻寬拓寬到1kHz~2MHz;
第四階段,聲發射儀器的信號頻寬提高到1kHz~3MHz;
第五階段,聲發射儀器的信號頻寬提高到1kHz~5MHz;
隨著PCIE匯流排技術和高速ADC的發展,未來可能還會出現10MHz信號頻率甚至更高頻率的聲發射儀。其實,早在1989年10月,日本富士陶瓷公司就生產出了10MHz的標準聲發射感測器(型號REF10M)。
從信號獲取及分析的方式來看,
第一個階段,聲發射儀採用的是純模擬的技術;
第二階段,微處理器被引入到聲發射儀中,開始形成模擬和數字電路混合的儀器,信號分析主要是對特徵參數進行分析;
第三階段,聲發射儀在信號放大進入ADC之後全面數位化,除了特徵參數外,還出現了聲發射波形的分析手段;
第四階段,聲發射儀器開始PCI及USB匯流排化,ADC的採樣精度和採樣率得以大幅提高,除了特徵參數和波形外,還存儲了包含全部原始信息的波形流信號。僅僅是由於匯流排頻寬限制而無法獲得多通道的全部波形流檔案;
第五階段,聲發射儀開始使用PCIE匯流排,第四代儀器存在的匯流排頻寬瓶頸被打破,除了特徵參數和聲發射波形外,原始的波形流檔案也得以全部實時傳輸與保存。
聲發射儀作為一種典型的虛擬儀器,隨著計算機匯流排技術的發展而提高也是必然的趨勢。
聲發射-基本原理
 聲發射檢測現場探頭布置
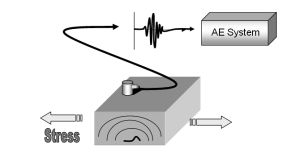
聲發射檢測現場探頭布置聲發射檢測的原理,從聲發射源發射的彈性波最終傳播到達材料的表面,引起可以用聲發射感測器探測的表面位移,這些探測器將材料的機械振動轉換為電信號,然後再被放大、處理和記錄。固體材料中內應力的變化產生聲發射信號, 在材料加工、處理和使用過程中有很多因素能引起內應力的變化,如位錯運動、孿生、裂紋萌生與擴展、斷裂、無擴散型相變、磁疇壁運動、熱脹冷縮、外加負荷的變化等等。人們根據觀察到的聲發射信號進行分析與推斷以了解材料產生聲發射的機制。
 聲發射原理
聲發射原理 聲發射檢測的主要目的是:①確定聲發射源的部位;②分析聲發射源的性質;③確定聲發射發生的時間或載荷;④評定聲發射源的嚴重性。一般而言,對超標聲發射源,要用其它無損檢測方法進行局部復檢,以精確確定缺陷的性質與大小。
聲發射技術的特點
聲發射檢測方法在許多方面不同於其它常規無損檢測方法,其優點主要表現為:
(1) 聲發射是一種動態檢驗方法,聲發射探測到的能量來自被測試物體本身,而不是象超聲或射線探傷方法一樣由無損檢測儀器提供;
(2) 聲發射檢測方法對線性缺陷較為敏感,它能探測到在外加結構應力下這些缺陷的活動情況,穩定的缺陷不產生聲發射信號;
(3) 在一次試驗過程中,聲發射檢驗能夠整體探測和評價整個結構中缺陷的狀態;
(4) 可提供缺陷隨載荷、時間、溫度等外變數而變化的實時或連續信息,因而適用於工業過程線上監控及早期或臨近破壞預報;
(5) 由於對被檢件的接近要求不高,而適於其它方法難於或不能接近環境下的檢測,如高低溫、核輻射、易燃、易爆及極毒等環境;
(6) 對於在役壓力容器的定期檢驗,聲發射檢驗方法可以縮短檢驗的停產時間或者不需要停產;
(7) 對於壓力容器的耐壓試驗,聲發射檢驗方法可以預防由未知不連續缺陷引起系統的災難性失效和限定系統的最高工作壓力;
(8) 由於對構件的幾何形狀不敏感,而適於檢測其它方法受到限制的形狀複雜的構件。
由於聲發射檢測是一種動態檢測方法,而且探測的是機械波,因此具有如下的特點:
(1) 聲發射特性對材料甚為敏感,又易受到機電噪聲的干擾,因而,對數據的正確解釋要有更為豐富的資料庫和現場檢測經驗;
(2) 聲發射檢測,一般需要適當的載入程式。多數情況下,可利用現成的載入條件,但有時,還需要特作準備;
(3) 聲發射檢測目前只能給出聲發射源的部位、活性和強度,不能給出聲發射源內缺陷的性質和大小,仍需依賴於其它無損檢測方法進行復驗。
聲發射-套用領域
 聲發射檢測套用在高壓儲氫罐檢測上
聲發射檢測套用在高壓儲氫罐檢測上目前人們已將聲發射技術廣泛套用於許多領域,主要包括以下方面:
(1) 石油化工工業:低溫容器、球形容器、柱型容器、高溫反應器、塔器、換熱器和管線的檢測和結構完整性評價,常壓貯罐的底部泄漏檢測,閥門的泄漏檢測,埋地管道的泄漏檢測,腐蝕狀態的實事探測,海洋平台的結構完整性監測和海岸管道內部存在砂子的探測。
(2) 電力工業:變壓器局部放電的檢測,蒸汽管道的檢測和連續監測,閥門蒸汽損失的定量測試,高壓容器和汽包的檢測,蒸汽管線的連續泄漏監測,鍋爐泄漏的監測,汽輪機葉片的檢測,汽輪機軸承運行狀況的監測。
(3) 材料試驗:複合材料、增強塑膠、陶瓷材料和金屬材料等的性能測試,材料的斷裂試驗,金屬和合金材料的疲勞試驗及腐蝕監測,高強鋼的氫脆監測,材料的摩擦測試, 鐵磁性材料的磁聲發射測試等。
(4) 民用工程:樓房、橋樑、起重機、隧道、大壩的檢測,水泥結構裂紋開裂和擴展的連續監視等。
 聲發射套用領域
聲發射套用領域(5) 航天和航空工業:航空器的時效試驗,航空器新型材料的進貨檢驗,完整結構或航空器的疲勞試驗,機翼蒙皮下的腐蝕探測,飛機起落架的原位監測,發動機葉片和直升機葉片的檢測,航空器的線上連續監測,飛機殼體的斷裂探測,航空器的驗證性試驗,直升機齒輪箱變速的過程監測,太空梭燃料箱和爆炸螺栓的檢測,航天火箭發射架結構的驗證性試驗。
(6) 金屬加工:工具磨損和斷裂的探測,打磨輪或整形裝置與工件接觸的探測,修理整形的驗證,金屬加工過程的質量控制,焊接過程監測,振動探測,鍛壓測試,加工過程的碰撞探測和預防。
(7) 交通運輸業:長管拖車、公路和鐵路槽車的檢測和缺陷定位,鐵路材料和結構的裂紋探測,橋樑和隧道的結構完整性檢測,卡車和火車滾珠軸承和軸頸軸承的狀態監測,火車車輪和軸承的斷裂探測。
(8) 其他:硬碟的干擾探測,帶壓瓶的完整性檢測,莊稼和樹木的乾旱應力監測,磨損摩擦監測,岩石探測,地質和地震上的套用,發動機的狀態監測,轉動機械的線上過程監測,鋼軋輥的裂紋探測,汽車軸承強化過程的監測,鑄造過程監測,Li/MnO2電池的充放電監測,人骨頭的摩擦、受力和破壞特性試驗,骨關節狀況的監測。
聲發射-人員和儀器現狀
 聲發射檢測現場
聲發射檢測現場據估計,中國目前約有60多個科研院所、大專院校和專業檢驗單位在各個部門和領域從事聲發射技術的研究、檢測套用、儀器開發、製造和銷售工作,從業人員200多人。在人員培訓方面,已有5人以上以聲發射檢測技術的有關研究內容為論文題目獲得博士學位,有50多人獲得碩士學位。在檢測人員資格認可方面,航天工業無損檢測人員資格考試委員會自九十年代末至今已培訓II級檢驗人員30多人,國家質量監督檢驗檢疫總局鍋爐、壓力容器、壓力管道和特種設備無損檢測人員資格考試委員會於2002年已培訓II級檢驗人員80多人。
在儀器製造和銷售方面,國內主要有長沙鵬翔電子科技有限公司、北京聲華興業公司、科海恒生公司和瀋陽電子所等,科海恒生公司製造和銷售2—32通道CFAE-2001系列的參數式多通道聲發射儀器,北京聲華興業公司製造和銷售2—100通道SDAES及SAEU2S系列的數位化全波形多通道聲發射儀,瀋陽電子所主要製造和銷售2—8通道的多通道聲發射儀。另外一些單位針對具體設備的工程檢測,基於聲發射技術的原理研製出具有單一功能的專用檢測儀器,這些儀器主要包括軸承故障檢測儀、閥門泄漏檢測儀(瀋陽電子所)、高壓變壓器局部放電檢測儀(瀋陽變壓器廠和北京電力科學研究院)、摩擦聲發射檢測儀(北京航空航天大學)、岩石狀態監測儀(北京聲華興業公司)、聲發射燃條燃速測試儀(航天總公司44所)、高精度聲發射對刀裝置(國防科技大學)以及刀具破損監測儀等。
在現有聲發射儀器設備的保有量方面,截止到2003年年底有32通道及以上的儀器20多台,8到24通道的儀器40多台,1到4通道的儀器100多台。到2008年底保有量最大的主要儀器機型為北京聲華興業公司的SDAES及SAEU2S系列、美國PAC公司的LOCAN、SPARTAN和MISTRAS系列,德國VALLEN公司的AMSY系列。
