
產品特點:
耐腐耐磨砂漿泵是一種能適應各種不同的工況條件的泵,如輸送酸、鹼性清液或料漿;冶煉行業各種腐蝕性礦漿;硫酸行業各類稀酸;環保行業各類污水等。該泵既耐腐蝕又耐磨損,使用範圍十分廣泛。具有如下特點:
1) 強大的耐磨性:過流部件全部採用鋼襯超高分子量聚乙烯(UHMW-PE)製造,超高分子量聚乙烯(UHMW-PE)的耐磨性居塑膠之首,比尼龍66(PA66)、聚四氟乙烯(PTFE)高4倍,是碳鋼、不鏽鋼耐磨性的7-10倍。
2) 強大的耐衝擊性:超高分子量聚乙烯的衝擊強度位居通用工程塑膠之首,是(丙烯腈/丁二烯/苯乙烯)共聚物(ABS)的5倍,且能在零下196℃下保持穩定,這是其它任何塑膠所沒有的特性。
3) 優良的耐腐蝕性:該泵在一定溫度和濃度範圍內能耐各種腐蝕性介質(酸、鹼、鹽)及有機溶劑,在20℃和90℃的80種有機溶劑中浸漬30d。外表無任何反常現象,其它物理性能也幾乎沒有變化。
4) 無噪音:超高分子量聚乙烯衝擊能吸收性為塑膠中最高值,消音性好,從而在輸送過程中最大限度的減小了液體流動產生的噪音。
5) 安全可靠,無毒素分解:該泵所採用超高分子量聚乙烯(UHMW-PE)化學性能極其穩定,因此亦適合在食品行業使用。
6) 摩擦係數低:該泵的內部的摩擦係為僅為0.07-0.11,故具有自潤滑性。在水潤滑條件下,其動摩擦係數比PA66和聚甲醛(POM)低一半。當以滑動或轉動形式工作時,比鋼和黃銅加了潤滑油後的潤滑性還要好。
7) 抗粘性好:超高分子量聚乙烯(UHMW-PE)抗粘性極好,抗粘附能力與PTFE相當,因此在輸送一些黏度較高的介質時亦表現突出。
主要性能介紹:
1) 耐腐耐磨,一泵多用,酸鹼類清液料漿均適用。
 耐腐耐磨砂漿泵性能圖
耐腐耐磨砂漿泵性能圖3) 葉輪分開式,閉式二種,可根據介質狀況任選。
4) 密封:K型動力密封、K1型動力密封、T型填料密封、T1型填料密封、C3型非標密封。
5) 適用介質:濃度80%以下硫酸,50%以下硝酸,各種濃度的鹽酸,液鹼,既適用清液也適用料漿。
4、主要技術參數:使用溫度-20℃~90℃(使用改性材質,可提高到100℃以上), 進口直徑 32mm~350mm, 流量5~2600m3/h,揚程80m以內。使用範圍:
1) 硫酸磷肥業:稀酸、母液、污水、海水、含矽膠的氟矽酸,磷酸料漿等介質的輸送。
2) 有色金屬冶煉業:特別適用於鉛、鋅、金、銀、銅、錳、鈷、稀土等濕法冶煉的各種酸液,腐蝕性礦漿,料漿(壓濾機配用)電解液,污水等介質輸送。
3) 化工及其它企業:各種硫酸、鹽酸、鹼性、油類的清液或料漿崗位。鈦白粉、鐵紅粉生產,各種染料、顏料生產,非金屬礦產加工等行業。
4) 氯 鹼 業:鹽酸、液鹼、電解液等。
5) 水處理業:純水、高純水、污水(皮革污水、電鍍污水、電子污水、造紙污水、紡織污水、食品污水、生活污水、製藥業污水等等)。
6) 鋼鐵企業:酸洗系統的硫酸、鹽酸崗位、帶雜質的污水。
7) 濕式脫硫循環泵:能同時適用鹼性、酸性、腐蝕性崗位。
8) 煤炭工業、煤化工中的腐蝕性液體、煤漿的輸送;洗選煤配用泵。
啟動、運行、維護及拆裝程式說明
(一)啟動、運行及維護
1.1 運行前的檢查
試運行前應先用手盤動聯軸器或軸,檢查轉向是否正確,運轉是否靈活,如盤不動或有異常聲音,應及時檢查,檢查時先從外部用手檢查聯軸器是否水平,從軸承座上的油鏡孔處查看潤滑油的位置是否在油鏡的中心線附近(太多應放掉一些,太少應加上一些),邊檢查邊盤動,如果問題依然存在,就要拆泵檢查,(拆泵時請參照本說明書上的結構簡圖和拆裝程式)清理異物,並和本廠聯繫協商解決方法。
1.2開車步驟
a.將泵內灌滿液體
b.及時打開進口閥門(如進口閥門為單向止回閥,就不需要人工操作)
c.接通電源
d.再打開出口閥門
1.3運行運行中如有異常聲音,或有電機發熱等不正常情況出現時,也應停機檢查,檢查方法和步驟同1
1.4停機
a.先關閉出口處閥門
b.切斷電源,並及時關閉進口處閥門;(如進口閥門為單向止回閥,就不需要人工操作)。
1.5維護
a.軸承座內的潤滑油應定期更換,正常情況六個月更換一次。
b.寒冷季節,停泵後若有結冰現象,應先接通密封處冷卻水,必要時可加熱水進去解凍,之後用手盤動聯軸器,直到運轉靈活,再按照啟動步驟開車。
c.有冷卻水裝置的泵,開車前應先接通冷卻水,泵正常運行時,可繼續接通,若條件不允許也可停掉,冷卻水的流量和壓力都沒有要求,自來水即可;
d.泵在關閉出口閥門時的運行稱為閉壓運行狀態,全塑泵或襯塑泵的閉壓運行時間應儘可能減短,常溫介質以不超過5分種為限,高溫介質最好不要超過2分種;
e.中分泵殼的泵,如進口150mm以上的泵,中分面處的密封塑膠,因熱脹冷縮尺寸有些變化,安裝時應先將中分處的連線螺栓擰緊,再連線進口管路,以防中分面泄漏,此條對北方的用戶尤其重要;
f.泵不能承受進出口管道的重量,進口管路越短越好,泵出口到閥門處的垂直高度應儘可能短;
g.保持電機上沒有水跡,防止電機受潮。
(二)拆裝程式
2.1不帶付葉輪的泵(進口直徑≤125mm的泵)拆裝順序:
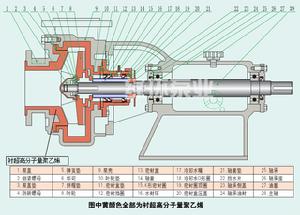
a.鬆開泵殼9與泵蓋1連線螺栓,拆下泵蓋。
b.鬆開鎖緊螺母2(左旋螺紋)和防轉螺母4(左旋螺紋),拆下葉輪8。
c.鬆開泵殼9與軸承座26的連線螺栓,拆下泵殼。
d.鬆開密封盒13與泵殼9的連線螺栓,拆下密封盒。
e.旋開密封盒上的後壓蓋20,取出K形密封圈15。
安裝順序與拆卸順序相反,需要注意的是:
a.將葉輪拼帽拼緊後,檢查一下葉輪與泵體之間的間隙,此間隙要求在2mm左右。
b.安裝好泵蓋後,檢查一下泵蓋與葉輪之間的間隙(從出口處往裡看),此間隙應保證在2mm左右,高溫介質用泵,此間隙要求在2.5mm左右。
c.葉輪與泵體之間的間隙達不到要求的,可通過增減葉輪與軸套之間的墊片來進行調整。
d.泵蓋與葉輪之間的間隙達不到要求的,可通過增減泵體與泵蓋之間的墊片來進行調整。
2.2帶付葉輪的泵(進口直徑>125mm的泵)
拆裝順序:
a.鬆開泵殼9與泵蓋1連線螺栓,拆下泵蓋。
b.鬆開鎖緊螺母2(左旋螺紋)和防轉螺母4(左旋螺紋),拆下葉輪8。
c.鬆開泵殼9與軸承座28的連線螺栓,密封盒14與泵殼9之間的連線螺栓,拆下泵殼9。
d.依次拆下付葉輪11,密封盒14,K形密封圈15,軸套18。
安裝順序與拆卸順序相反,需要注意的是:
a.將葉輪拼帽與擋水圈後的螺母相對拼緊後,檢查一下葉輪與泵體之間的間隙,此間隙要求在2.5mm左右
b.安裝好泵蓋後,檢查一下泵蓋與葉輪之間的間隙(從出口處往裡看),此間隙應保證在2mm左右,高溫介質用泵,此間隙要求在2.5mm
c.葉輪與泵體之間的間隙不符合要求的,可通過增減葉輪與軸套之間的墊片來進行調整
d.泵蓋與葉輪之間的間隙不符合要求的,可通過增減泵體與泵蓋之間的墊片來進行調整
