
磨損
 耐磨鋼
耐磨鋼 耐磨鋼
耐磨鋼磨損是工件失效的主要形式之一,磨損造成了能源和原材料的大量消耗,根據不完全統計,能源的1/3到1/2消耗於摩擦與磨損。據原聯邦德國技術科學部估測,原聯邦德國因磨損造成的損失每年達到100億馬克。美國機械工程師學會(ASME)和美國能源發展局(ERDA)提出的一項減輕摩擦和磨損的發展計畫,可使美國每年節支160億美元,即為能源消耗的11%。據美國刊物介紹,美國幾大類產品每年由於磨損所造成的損失是:飛機134億美元,船舶64億美元,汽車400億美元,切削工具28億美元。中國對摩擦和磨損所造成的損失尚缺乏全面的統計。根據中國機械部門1974~1975年的調查報告,汽車配件年耗用鋼材23萬t,其中2/3用於維修,而大部分是由於磨損所致。另據中國電力、建材、冶金、採煤和農機等5個部門的不完全統計,每年備件消耗鋼材在150萬t以上,以煤礦所用刮板輸送機為例,由於中部槽磨損所造成的損失每年為1~2億元人民幣。如果再考慮到其他機械設備磨損造成的經濟損失和鋼材的消耗那將是很驚人的。由此可見,提高耐磨鋼的質量,開發新型高性能耐磨鋼,以及廣泛、深入地開展鋼材磨損機理的研究,以降低由於磨損造成的損失,對於國民經濟建設的發展是一件具有重要意義的工作。
磨損原因
 耐磨鋼
耐磨鋼對於“磨損”目前尚無統一的定義。一般認為磨損是物體工作表面材料在相對運動中不斷破壞或損失的現象。而對於磨損的分類也有很多方法,若按磨損機制劃分,可分為磨料磨損、粘著磨損、腐蝕磨損、沖蝕磨損、接觸疲勞磨損、衝擊磨損、微動磨損等大類。在工業領域中磨料磨損和粘著磨損在工件磨損失效中占有最大比例,而沖蝕、腐蝕、疲勞、微動等磨損失效方式由於往往產生在一些重要構件的運行中,故日益受到重視。在工況條件下,往往是幾種磨損形式同時或先後出現,磨損失效互動作用呈現較複雜的形式。確定工件磨損失效的類型是合理選用或研製耐磨鋼的依據。另外,零、部件的磨損是一個系統工程問題,影響磨損的因素很多,它包括工作條件(載荷、速度、運動方式)、潤滑條件、環境因素(濕度、溫度、周圍介質等)、材料因素(成分、組織、力學性能)、零件表面質量及物理化學特性等。其中每個因素的改變都可能使磨損量改變,甚至使磨損機制改變。由此可見,材料因素只是影響工件磨損的因素之一,要提高鋼件的耐磨性需要從特定條件下的摩擦、磨損系統整體著手才會取得預期的效果。
耐磨鋼
簡史
耐磨鋼作為一種專用鋼大約始於十九世紀後半葉。1883年英國人哈德菲爾德(R0.A0.Hadfield)首先取得了高錳鋼的專利,至今已有100多年的歷史,高錳鋼是一種碳含量和錳含量較高的耐磨鋼,這個具有百餘年歷史的古老鋼種,由於它在大的衝擊磨料磨損條件下使用時具有很強的加工硬化能力,同時兼有良好的韌性和塑性,以及生產工藝易於掌握等優點,因此,目前它仍然是耐磨鋼中用量最大的一種(尤其是在礦山等部門)。近幾十年來,低、中合金耐磨鋼的開發與套用發展很快,由於這些鋼具有較好的耐磨性和韌性,生產工藝較簡單,綜合經濟性合理,在許多工況條件下適用,受到用戶的歡迎。為了適應礦山採運機械與工程機械發展的需要,所研製的高硬度耐磨鋼板,20世紀70~80年代在國際上已形成系列並標準化。這類鋼是在低合金高強度可焊接鋼的基礎上發展起來的,它們一般採用軋後直接淬火併回火,或實行控軋、控冷工藝進行強化,可節約能源,且合金元素含量低,價格較便宜,但硬度高,耐磨,工藝性能尚可,由於具有了這些優點使這類耐磨鋼板很受用戶歡迎。日、英、美等國的一些鋼鐵公司都生產這類耐磨鋼。
分類
耐磨鋼種類繁多,大體上可分為高錳鋼,中、低合金耐磨鋼,鉻鉬矽錳鋼,耐氣蝕鋼,耐磨蝕鋼以及特殊耐磨鋼等。一些通用的合金鋼如不鏽鋼、軸承鋼、合金工具鋼及合金結構鋼等也都在特定的條件下作為耐磨鋼使用,由於它們來源方便,性能優良,故在耐磨鋼的使用中也占有一定的比例。
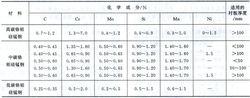
化學成分
中、低合金耐磨鋼這類鋼中通常所含的化學元素有矽、錳、鉻、鉬、釩、鎢、鎳、鈦、硼、銅、稀土等。美國很多大中型球磨機的襯板都用鉻鉬矽錳或鉻鉬鋼製造。而美國的大多數磨球都用中、高碳的鉻鉬鋼製造。在較高溫度(例如200~500℃)的磨料磨損條件下工作的工件或由於摩擦熱使表面經受較高溫度的工件,可採用鉻鉬釩、鉻鉬釩鎳或鉻鉬釩鎢等合金耐磨鋼,這類鋼淬火後,經中溫或高溫回火時,有二次硬化效應。
套用
 耐磨鋼
耐磨鋼耐磨鋼廣泛用於礦山機械、煤炭採運、工程機械、農業機械、建材、電力機械、鐵路運輸等部門。例如,球磨機的鋼球、襯板、挖掘機的斗齒、鏟斗,各種破碎機的軋臼壁、齒板、錘頭,拖拉機和坦克的履帶板、風扇磨機的打擊板,鐵路轍叉,煤礦刮板輸送機用的中部槽中板、槽幫、圓環鏈,推土機用鏟刀、鏟齒,大型電動輪車斗用襯板,石油和露天鐵礦穿孔用牙輪鑽頭等等,以上所列舉的還主要限於屬於經受磨料磨損的耐磨鋼的套用,而各種各樣的機械中凡是有相對運動的工件問,皆會產生各種類型的磨損,都會有提高工件材料耐磨性的要求或要求採用耐磨鋼,這方面的例子則不勝枚舉。礦石和水泥磨機中使用的研磨介質(球、棒和襯板)是消耗量很大的鋼鐵磨損件。在美國,磨球大多數是用碳素鋼和合金鋼鍛造或鑄造的,它們占磨球總消耗量的97%。在加拿大,消耗的磨球中鋼球占81%。據80年代末統計,中國每年消耗磨球約80~100萬t,全國磨機襯板的年消耗量近20萬t,這其中絕大多數為鋼製品。中國煤礦用刮板輸送機中部槽每年要消耗6~8萬t鋼板。
生產工藝
耐磨鋼都是用電爐或轉爐冶煉的,產品以鑄件為多,近年0.來,鍛、軋等熱加工材正在增多。在一般機械中使用的耐磨鋼件的生產方法與其他工件並沒有太大的區別,只是在熱處理工藝或表面處理工藝方面應有所要求,以達到保證耐磨性的需求。對於那些材質冶金純淨度顯著影響耐磨性的鋼件應採取精煉措施,並對有害雜質和氣體提出限量要求。除基體外第二相的數量、形狀和分布往往對鋼件的耐磨性能有重大影響,此時需要從鋼的化學成分設計、冶煉、熱加工、熱處理(含熱機械處理)等等方面統籌考慮,以便從冶金因素方面力爭達到提高耐磨性的要求。
強化技術
磨損是發生在工件表面的過程,因此,強化工件表面就顯得十分重要。鋼的表面強化技術有著悠久的歷史,例如,滲碳技術至少可以追溯到兩乾多年前中國的漢朝,而一千多年前的中國史書中已有關於碳氮共滲工藝的記載。近幾十年來,各種各樣的表面強化技術與裝備發展迅速,採取必要的表面強化及表面改性措施,不僅可以節約大量的原材料,而且可以賦予工件表面層以各種特殊的、作為整體材料難以得到的組織結構與性能,從而取得最優異的耐磨性能和巨大的經濟效益。如今,表面強化技術已成為耐磨鋼(包括耐磨材料)的研究與套用的一個重要發展方向。
工藝發展
近年來鋼鐵材料的表面強化(潤化)技術發展很快,有關新技術、新工藝層出不窮,針對不同需要可以選擇不同的表面強化技術來提高鋼件在各種類型磨損條件下的耐磨性,以價格較低廉的基體材料製作工件取代昂貴的合金鋼。滲碳、碳氮共滲、滲氮等工藝目前仍然是強化機械零件的主要措施,採用共滲、複合滲、滲硼、滲金屬、噴焊、堆焊、氣相沉積、電刷鍍、離子注入等工藝在不同機件的各種工況條件下都取得了提高耐磨性的明顯效果。此外,鑄滲、複合鑄造等鑄造工藝在耐磨鋼件的製造中也有套用。
加工方法
1、鋼板切割方法適用於冷切割和熱切割。冷切割包括有水射流切割、剪下、鋸切或磨料切割;熱切割包括有氧氣燃料火焰切割(以下簡稱“火焰切割”)、等粒子切割和雷射切割。
2、切割方法:通過相關工藝試驗,掌握鋼板各種切割方法的一般特性和切割厚度範圍。
3、高級別耐磨鋼的火焰切割方法與普通低碳和低合金鋼的切割一樣簡單,在切割耐磨鋼厚板時,需要注意!!!隨著鋼板厚度和硬度的增加,切割邊部出現裂紋傾向加大。為防止鋼板切割裂紋的產生,切割時應遵循以下建議:
切割裂紋:鋼板切割裂紋類似於焊接時產生氫致裂紋,如果鋼板切邊產生裂紋,將會在切厚48小時至幾周內才出現。因此,切割裂紋屬於延遲性裂紋,鋼板厚度和硬度越大,出現切割裂紋就越大。
預熱切割:預防鋼板切割裂紋最有效的方法,就是在切割前進行預熱。在進行火焰切割前,鋼板通常都要預熱,其預熱溫度高低主要取決於鋼板質量等級和板厚。預熱方法可採用火焰燒槍、電子加熱墊進行的,也可以使用加熱爐加熱。為確定鋼板預熱效果,應在加熱點被面測試所需溫度。
注意:預熱特別注意,要使正個鋼板界面均勻受熱,以免接觸熱源的區域出現局部過熱現象。
低速切割:避免切割裂紋的另一種方法就是降低切割速度。如果無法進行整版預熱,則可以使用局部預熱法代替。使用低速切割方法防止切割裂紋,其可靠性不如預熱。建議切割前先對切割帶用火焰槍空泡幾趟進行預熱,預熱溫度達到100°C左右為宜。
特別說明:將預熱和低速兩種火焰切割方法結合使用,可以進一步降低切割裂紋的出現幾率。
切割後緩冷要求:無論對切割不見是否預熱,鋼板切割後的緩冷都會有效降低切割裂紋的風險。如果切割後將其帶有溫熱的不見進行堆放,使用隔熱毯將其覆蓋,也可以實現緩冷,緩冷要求冷卻到室溫。
切割後加熱要求:對於耐磨鋼板的切割,切割後立即採取加熱(低溫回火),也是預防切割裂紋的有效方法和措施。鋼板切厚通過低溫回火處理,可以有效消除切割參與應力(低溫回火工藝;保濕時間安5min/mm) 對於切割後加熱的方法,也採用燃燒槍、電子加熱毯和節哀熱爐的加熱方式進行切割後的加熱。
4、降低鋼板軟化的措施鋼的抗軟化特性主要取決於它的化學成分、微觀組織和加工方式。對於熱切割的部件,部件越小,整個部件軟化的風險就越大。如果鋼板溫度超過200-250°C,鋼板硬度就會降低。
切割方法:鋼板在切割小型部件時,焊槍和預熱所供應的熱量將會在工件中聚集。切割不見尺寸越小,切割工件尺寸不得小於200mm,否則工件就將有軟化的風險。消除軟化風險的最好的辦法是冷切割,例如水射流切割。若必須使用熱切割,則有限選擇等離子或雷射切割。這是因為火焰切割給工件提供更多的熱量,因此提高了工件的溫度。
水下切割方法:限制和降低軟化區範圍的有效方法,在切割過程中使用水來楞伽鋼板及切割表面。因此,鋼板即可放在水中切割,也可以向切割面噴水進行切割。使用水下切割方法可選擇等離子或火焰切割。水下切割具有以下特徵:
切割熱影響區小;
防止整個工件的硬度降低;
減少切割工件變形;
切割後可以直接對工件進行冷卻。
