
木工中的區別
木工中橫切鋸和縱切鋸齒形是不一樣的,前者兩側鋒利,用於斬斷橫向的纖維;後者齒尖鋒利,用於斬斷縱向纖維。
安全要求
設備要求
(1)、懸臂固定牢固,V形導軌無缺陷;
(2)、懸臂調整裝置應完好,且鎖緊可靠;
(3)、托架及托架上的定位,止動裝置應完好,定位準確、止動可靠;
(4)、托架前、後滑動的限位裝置應靈敏、可靠;
(5)、滾裝應安裝牢固、滾動靈活。滾珠破裂、缺少或滾軌鬆脫,嚴禁使用。
(6)、鋸軸應無明顯變形或損壞;
(7)、法蘭盤應無裂紋或損壞;
(8)、工具機應保護接地(零),且有明顯標誌;
(9)、鋸片防護罩應完好,能調節;
(10)、工作檯調整裝置完好,鎖緊可靠;
(11)、鋸片防護罩、排屑罩、皮帶防護罩應完好,牢固;
(12)、採用固定或手動調整的鋸片防護罩,其底部與工件的間距應小於或等於20mm,採用自動調整的防護罩,在工具機不工作時應全部遮蓋住鋸住,工作時能根據工件厚度自動調整遮蓋範圍;
(13)、縱切導板應調整靈活、鎖緊可靠;
(14)、推桿長度應比鋸片直徑大30mm左右。
操作要求
(1)、鋸割時應緩慢進料,嚴禁用力過猛或工件別、扭鋸片;
(2)、工具機發生故障或鋸片用鈍時立即停機,切斷電源。
(3)、鋸片旋轉時,禁止直接用手消除鋸片兩邊木塊、雜物。
(4)、不得在圓鋸上加工不規則工件,已經鋸開的工件不得再向反方向拉回。
(5)、調整鋸床必須停車。
(6)、人要避讓鋸盤旋轉方向,手或人體不能接觸鋸齒。
縱切車床
縱切車床的工作特點為主軸內彈簧夾頭夾持棒料作迴轉及軸向進給運動,刀具作徑向運動;若刀具靜止,主軸箱送進則為車削外圓;而主軸箱靜止,刀具徑向送進即為車槽、成形或切斷;當兩者同時作複合運動時,可完成車圓錐或成形表面等工作。
工具機的循環過程一般為主軸夾持棒料進行各種切削工作,然後切斷。零件切斷後,彈簧夾頭鬆開,主軸箱退回,此時依靠送料架中重錘的力量使棒料支持在切斷刀上。主軸箱退回至原始位置後,彈簧夾頭夾緊,然後切斷刀退回,再開始下一個循環。一根棒料用完時,通過送料架上及床身後面兩個並聯保險開關的作用,使工具機自動停車,並保證了最後一個零件的完整。
當加工細而長或精度較高的零件時,必須用有中心架切削,此時棒料前端支承在硬質合金中心架夾套內迴轉,避免了零件在加工時產生過大的變形,獲得較高的加工精度。當加工精度低而短的零件時,為了減小切削棒料的剩餘長度,亦可採用無中心架切削。
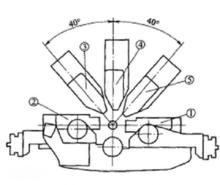 圖1 刀架圖
圖1 刀架圖工具機共有五個與中心架靠近的刀架如圖1所示。①和②刀架為相連運動的天平刀架。當凸輪曲線上升時,②刀前進,①刀退回;凸輪曲線下降時,在彈簧3的作用下,①刀前進,②退回,因而①刀不宜作徑向切入工作。在①刀位於最前位置時,在彈簧3的作用下,螺釘1接觸於剛性擋塊2上;此時頂銷4與凸輪間稍有間隙,使①刀的這個位置可以不受凸輪誤差的影響,因此可以得到較高的加工精度,這樣①刀就可以加工兩個精度要求較高的直徑尺寸。
③、④和⑤為單獨運動的立刀架,各有一凸輪控制。螺釘8用以限制立刀架的退回位置,以免頂尖5掉入立刀架凸輪的缺口內。
各刀具的徑向和軸向位置都由精密螺釘進行調整。螺釘7、9用來調整刀尖的位置使之準確地對準中心。
天平刀架的運動有時也可以用兩個凸輪控制。兩凸輪分別與兩頂銷4接觸。當用天平刀架加工四個精度要求較高的直徑尺寸時,可把控制其中兩個尺寸的凸輪曲線分別製造在兩個凸輪上。這樣,通過用螺釘6調節兩個頂銷4的伸出長度,可以補償凸輪尺寸的製造誤差,以滿足加工要求。避免了用單個凸輪控制時,由於對凸輪精度要求較高而使凸輪製造困難。
主軸箱運動亦可用兩個上凸輪控制,其原理與上述相同。
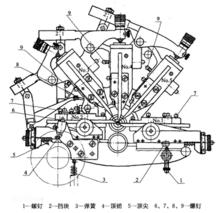 圖2 工具機結構圖
圖2 工具機結構圖主軸前軸承為雙列滾針軸承,後軸承為一對精密的滾動軸承,如圖2所示。螺母4用以調整前軸承間隙,度盤9用以調整後軸承的間隙。
夾緊棒料的彈簧夾頭2裝在主軸前端,用螺帽1壓緊。當滑套6向右移動時,張開槓桿7,推動推套5、錐套3,使彈簧夾頭夾緊棒料。螺母8用以調節夾緊力的大小。滑套6向左移動時,彈簧夾頭就張開。滑套6的運動是由裝在分配軸上的凸爪通過一系列的槓桿來控制的。
