
經編針織機的成圈過程
 經編針織機
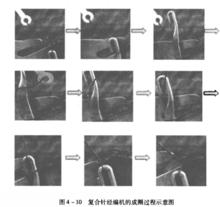
經編針織機在此以複合針經編機為例說明其成圈過程。複合針經編機的成圈過程大體可分為退圈、墊紗、閉口、套圈、彎紗、脫圈、成圈和牽拉階段。成圈過程開始時,針身先於針芯上升使舊線圈從針鉤退到針桿上,針身上升到最高點後再往下降,導紗針圍繞織針墊紗,下降的同時織針鉤取新的紗線,針芯與針身閉合後,針身與針芯繼續下降,舊線圈沿針舌上升並滑到新的紗線上,並使新的紗線彎紗而成為線圈,沉降片再對新的紗線所形成的沉降弧進行牽拉而完成一個成圈循環,成圈過程的各階段如右圖所示。
經編針織機導紗針的運動
 經編針織機
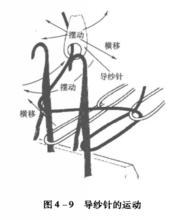
經編針織機與緯編所不同的是,經編中的紗線餵入是由導紗針來完成的,導紗針需要進行針間擺動、針前橫移和針背橫移來實現將紗線餵人到針織機的工作針上,如右圖。
經編針織機的技術規格參數
經編機的主要技術規格參數有機型、機號、針床寬度(可以加工坯布的寬度)、針床數(單針床或雙針床,可分別生產單面或雙面織物)、梳櫛數(梳櫛數量越多,可以編織的花型與結構越複雜)、轉速(主軸每分鐘轉速,一般每轉編織一個線圈橫列)等。
經編針織機的分類
經編機種類繁多,一般根據其結構特點、用途和附加裝置進行分類,主要可分為特利柯脫型經編機、拉舍爾型經編機和特殊類型經編機(鉤編機、縫編機、管編機等)三大類。其中廣泛使用的是前兩類。目前就採用的織針類型而言,槽針(複合針)已經成為主流,現代經編機大部分配置了槽針;舌針仍有一定的套用,多見於雙針床經編機;鉤針在現代經編機上已經不用,被槽針所取代。儘管可以製造圓形針床的經編機,但目前實際生產使用的基本為平形針床經編機。
特利柯脫型
 經編針織機
經編針織機特利柯脫型( Tricot)經編機的特徵如右圖所示,其坯布牽拉方向1與織針平面2之間的夾角β在90°-115°範圍。一般說來,特利柯脫型經編機梳櫛數較少,大多數採用複合針,機號較高(常用E24-E32,最高可達E44),機速也較高(最高可達4000r/min),針床寬度通常在3300~6600mm(130~260英寸)之間。
儘管特利柯脫型經編機有單針床和雙針床兩類,但絕大多數為前者。單針床特利柯脫型經編機有普通型(2-4梳櫛)、多梳型(一般9梳櫛以下)、彈性織物型、毛圈型、全幅襯緯型等。
拉舍爾型
 經編針織機
經編針織機拉舍爾型( Raschel)經編機的特徵如右圖所示,其坯布牽拉方向1與織針平面2之間的夾角β在130°~170°範圍。該機多數採用複合針,少數為舌針,與特利柯脫型經編機相比,一般其梳櫛數較多,機號和機速相對較低。針床寬度通常在1000mm~6600mm(40~260英寸)之間。
拉舍爾型經編機也分單針床和雙針床兩類。單針床拉舍爾型經編機包括少梳高速型(4~5梳櫛)、普通多梳型、花邊窗簾用多梳型(一般20~65把梳櫛,最多可達95把梳櫛)、襯緯型、賈卡提花型、雙軸向型和多軸向型等。而雙針床拉舍爾型經編機有普通型、短絨型、長絨型、間隔織物型、毛圈型、袋型、圓筒織物型、無縫內衣型等。
儘管經編機的種類繁多,但它們的基本構造與組成部分是相似的。概述圖顯示的是一種普通經編機的外形。卷繞有經紗的經軸1配置在機器的上方,一般有幾把梳櫛就對應有幾根經軸。在經軸旁側的送經機構2將經紗輸送至編織機構3。編織機構包括針床、梳櫛等機件。編織機構的旁側是梳櫛橫移機構4。編織機構編織的織物經過牽拉捲曲機構5(位於梳櫛橫移機構4的下方)的牽引,最後繞成布卷6。7是控制箱與操縱面板。整機還包括傳動機構、機架、輔助裝置等部分。
