
概念
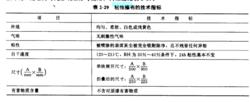 圖1
圖1擦淨常用的材料是浸有不乾性樹脂的紗布(稱粘性擦布),由於擦布的粘性可將表面的灰塵粘住,不會重新掉落在被擦淨的工件表面上。粘性擦布的選用必須通過試驗後,確認對塗層外觀,附著力等無影響後方可使用。其性能見圖1。
運用領域
廣泛套用於汽車,機車油漆中塗或面漆噴漆前的除塵,除油垢;
鋼琴漆前除塵;
工程機械塗裝線中噴漆前的清理;
高檔家具漆前表面除塵;
使用說明
在中塗或面漆的上道工序吹淨後或直接在設備上使用粘性擦布,手戴泡沫橡膠或塑膠手套拿取本粘性擦布輕擦去車身的灰塵後即可噴漆,打到去除空氣中飄落殘存在噴漆面上的灰塵油垢。
打磨材料
打磨材料一般用耐水砂紙,耐水砂紙號碼代表所用磨料的粒度,號碼越大,粒度越細。在汽車塗裝工藝中,底塗層,膩子用砂紙較粗,中塗層及面漆用砂紙較細。
一般範圍為:
耐水砂紙120~180#:供乾打磨底漆,濕打磨膩子層用;
耐水砂紙180~320#:供濕打磨二道漿,最後幾道膩子層;
耐水砂紙320#以上:供濕打磨中塗層,面漆層用。
為了獲得高度平滑的工件外表面,對中塗及面漆的打磨,推薦採用800#~1000#左右的細砂紙。
汽車新型噴塗工具的使用
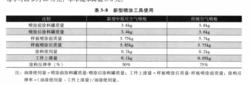 圖2
圖2新型噴塗工具使用噴塗工具對塗料的利用率有很大影響,傳統空氣噴槍油漆利用率約為25%,套用新型中低壓空氣噴槍油漆利用率可以達到45%,比傳統空氣噴槍可節約5%~10%的塗料,具體的檢測見圖2,目前新型中低壓噴槍的使用量已經達到70%,每年可以節約60萬元,腳踏車成本降低5.0元。
塗裝材料的質量和作業配套性是獲得優質塗層的基本條件,在滿足質量要求和工藝要求的同時,逐漸替換環保型塗料和現場生產材料的二次利用是各塗裝線努力推動的工作,力爭降低減少污染物的產生。主要實施的項目有:
1)引入新型節能環保電泳漆進行置換。新型電泳漆採用低鉛、環保型陰極電泳塗料(鉛含量≤120mg/kg),具有高泳透率、低銳邊效應、高防腐能力、低密度、低溶劑含量、加熱減量較
小、烘烤溫度低、槽液穩定性高、抗污染能力強、低氣泡的優點,通過混槽切換(所謂混槽切換是指在現行品巾停止現行品加入,逐步加人同系統的換型品進行產品換型、更新的方法)對線上電泳塗料進行產品換型、升級。
2)輔材廢棄物回收利用。塗層打磨班組使用的除塵 粘性擦布進行回收二次利用,用於白車身擦防鏽油和合格車身清除拋光灰使用。
塗裝工藝
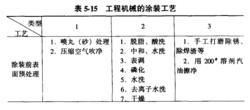 圖3
圖3工程機械的塗裝是各零部件在加工過程中進行塗底漆及膩子修補,產品的最後一道面漆應當在檢查、安裝、調試、試車合格後再進行塗裝。塗裝工藝過程見圖3。
