
簡介
立式蒸煮器又可分為迴轉立式蒸煮器及固定立式蒸煮器。
迴轉立式蒸煮器
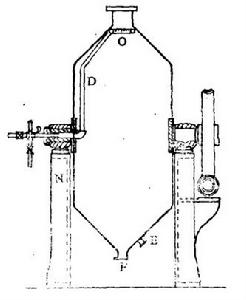
迴轉立式蒸煮器的容積、傳動方式及蒸煮操作方式都類似於蒸球。這種迴轉立式蒸煮器過去在歐洲用於硫酸鹽木漿的蒸煮,容積較小,只有20~50m。,直徑一般為2.5~3m,高6~7.5m,高與直徑之比為2.0~2.5,上下錐體角均為90度。蒸煮器內有蒸汽管D,延長到上口處,末端接一O形管,用於蒸汽裝料和通汽用。蒸煮器的下部有閥門E,用於抽出空氣和松節油放氣,液量為蒸煮器容積的25~30%。這種迴轉立式蒸煮器,目前偶然在國外的老廠可見到,新建廠及擴廠已不再採用。國內沒有這種設備。
 迴轉立式蒸煮器
迴轉立式蒸煮器固定立式蒸煮器
固定立式蒸煮器,按加熱方式的不同,可分為直接加熱及間接加熱強制循環兩種。這兩種蒸煮器我國均有生產,如佳木斯造紙廠蒸煮器是屬於間接加熱強制循環並輔以直接加熱的方式,而吉林造紙厂部分蒸煮器是直接加熱強制循環方式。由於固定立式蒸煮器的容積大,生產能力大,為大中型工廠所採用。容積一般為50~170m,目前世界上最大的立式蒸煮器是260m。1985年在芬蘭勞瑪—利波拉廠投產4台200m的蒸煮器。世界上最小的立式間歇蒸煮器為45m,在日本。
國產立式蒸煮器技術特徵見下圖。
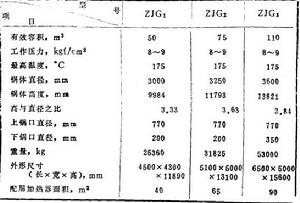 立式蒸煮器技術特徵
立式蒸煮器技術特徵我國大中型工廠一般使用75m及110m兩種,只有某廠將亞硫酸鎂法改硫酸鹽法後,硫酸鹽法蒸煮最大的蒸煮器是170m。
硫酸鹽蒸煮鍋
目前硫酸鹽蒸煮鍋主要套用於大中型製漿造紙廠,其蒸煮的主要原料為木材、蘆葦、荻竹等。蒸煮鍋是用209鍋爐鋼板經焊接而成的薄壁壓力容器。硫酸鹽蒸煮鍋豐要由鍋體、循環系統及支座座等組成。
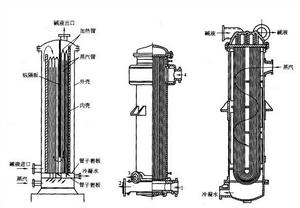
1、鍋體
鍋體分上錐部、圓筒部和下錐部等三部分,如下圖所示。
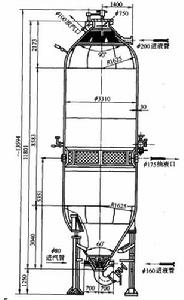 硫酸鹽蒸煮鍋
硫酸鹽蒸煮鍋蒸煮鍋的高度、直徑及上、下錐角的大小是蒸煮鍋外形尺寸的中要指標。高度與直徑的比值過大,會使一定鍋容的蒸煮鍋過高,增大廠房基建投資。而比值過小,則容易造成循環藥液在整個鍋截面上分布不勻,甚至形成串流。通常高度與直徑的比值取3.3~4.0。
蒸煮鍋的上錐角一般取90°左右,下錐角為60°左右。上、下錐角對裝料、放漿、送液和通汽等有一定的影響。如上錐角過大,則鍋頂原料難以壓緊,降低裝鍋量;下錐角太大則容易造成漿料“搭橋”,使放料困難,且直接通汽時,加熱不均勻;如上、下錐角太小,同樣使鍋高增大。上、下錐體同中部圓筒殼體之間的連線應採用圓弧過渡,以減小或消除邊緣應力。過渡部分母線曲率半徑一般取等於或大於圓筒部分半徑。
2、藥液循環系統
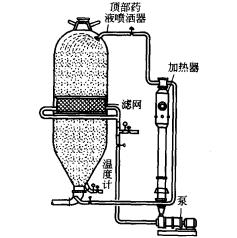
硫酸鹽蒸煮器一般採用間接加熱強制循環系統,間接加熱能保持穩定的液比,提高藥液濃度,縮短蒸煮時間,並能使所得漿料質量均勻等。循環系統由加熱器、循環泵及循環管道組成。硫酸鹽蒸煮鍋有兩種常用的間接加熱循環系統:底部抽液循環系統和中部抽液循環系統。
下圖為底部抽液系統示意圖。藥液由循環泵從鍋體下錐部抽出,經加熱器加熱後,大部分藥液由鍋上部注入鍋內,小部分由鍋底注入。
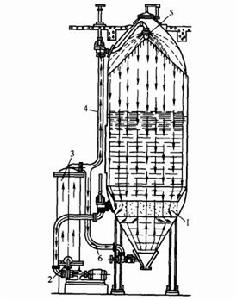 底部抽液系統示意圖
底部抽液系統示意圖這種循環系統上部溫度較高而下部壓力較大,彼此配合能使蒸煮均勻。但因抽液濾網裝在鍋下部,蒸煮濾水性差的漿料時,造成蒸煮後期藥液循環量減少。同時,在蒸煮後期,漿料由於抽液而逐漸緊密,易造成堵塞濾網和放料困難。中部抽液循環系統如下圖所示。
 中部抽液循環系統
中部抽液循環系統3、支座
蒸煮鍋連同鍋內藥液、原料的全部重量,完全由蒸煮器的託身支座支承在4~6個支柱上。由於蒸煮是間歇操作,升溫、降溫頻繁,鍋體熱脹冷縮,為適應其變化,不致產生較大的局部應力,故託身支座不能完全與支柱固定,如蒸煮鍋有四個託身支座,其中一個支座通過螺栓與支柱固定,其他三個則放在特製的滾動式託身支柱上,螺栓不必擰緊,使託身支座能在支柱上移動。我國目前套用的硫酸鹽蒸煮鍋主要特徵見下圖。
 硫酸鹽蒸煮鍋
硫酸鹽蒸煮鍋水蒸汽在蒸煮中的作用
因為木片(或草片)與蒸煮藥液的化學反應,必須在高溫高壓條件下,經過一定時間才能進行。而高溫高壓蒸汽則是提高化學反應溫度的熱頒。蒸球蒸煮一般是把蒸汽直接通進球內加熱內容物;帶有加熱器的立式蒸煮器是間接加熱內容物,無加熱器的立式蒸煮器則直接通入蒸汽,有的蒸煮器採用二者結合的加熱方式。
蒸球蒸煮使用的蒸汽,壓力為686kPa,溫度為220℃左右的飽和蒸汽。大型立式蒸煮器套用的直接或間接加熱的蒸汽壓力不應低於980~1176kPa,溫度為250~270℃的過熱蒸汽。
無加熱器的立式蒸煮器,將蒸汽直接通入蒸煮器內,使器內的凝結水量增加,因此要考慮適當縮小蒸煮液比。
