
工藝流程
 工藝流程
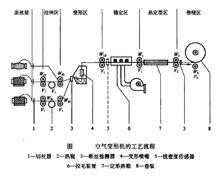
工藝流程具體工藝流程如圖所示。從原絲架引出的聚酯長絲經過非接觸式切絲器,由第一餵人羅拉進人牽伸區,對聚酯原絲進行熱拉伸,完成剩餘拉伸,然後經過絲線檢測器進人變形區。絲束應在進入噴嘴前先行給濕,以強化變形效果。絲束在噴嘴內的高速氣流作用下被吹散,蓬鬆成弧形和環圈,並且相互纏絡而成為變形絲。通過穩定區的一對羅拉2%~8%的拉伸以及拉毛裝置的作用,使變形絲的絲圈較為均勻和緊密,提高變形絲的穩定性。然後,變形絲進人熱箱,經過定形而進一步固定絲圈,消除內應力,再經過絲線檢測器和油輪上油處理,最後進人卷繞區繞成卷裝。
變形原理
 變形原理
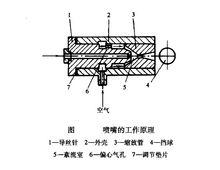
變形原理如圖所示,空氣由小孔進人,在導絲針與縮放管之間的環形縫隙處得到加速,從而在紊流室的環形縫隙處產生強烈的紊流,這股氣流的動能使得由導絲針小孔進人紊流室的長絲束中的各根單絲被吹散、蓬鬆;由於導絲針偏心氣孔單側供氣,產生了氣流漩渦,使絲束中已分散的各根單絲產生縱向滑移、彎曲;高速氣流經縮放管後進一步得到加速降壓,這就使得被紊流打開的絲束進一步蓬鬆,且以高速波浪運動到達噴嘴出口處;由於噴嘴出口處的壓力低於外界氣壓以及擋球的作用,使絲束在垂直偏移時迅速膨化;單絲在相對滑移和彎曲的同時發生頻繁的錯位和交纏,從而產生大量的絲圈,成為變形絲。
結構組成
空氣變形機主要由原絲架、拉伸部件、給濕裝置、噴嘴、拉毛裝置、熱箱、上油部件、卷繞部件及傳動系統等組成。
原絲架
原絲架的作用是放置原絲,它有一-排主原絲架和一排輔助原絲架,可以根據所需加工絲花色品種的不同而餵人單股絲、雙股絲或三股絲。主絲架的形式是旋轉式的,而輔助絲架是採用固定式的。
拉伸部件
拉伸部件的作用是對聚酯原絲進行剩餘拉伸。拉伸部件有兩組羅拉,每組羅拉之間有一隻熱輥,這樣就形成了熱拉伸,不同股絲條可以分別經過不同的拉伸區進行拉伸,如果生產單股變形絲,則只需要使用一組羅拉進行拉伸即可。
變形部件
經過拉伸的絲,接著便進人隔音變形室加工成變形絲。變形部件主要由給濕裝置和噴嘴組成,並都安裝在消音盒內,以降低機器的噪聲。
熱定形部件
熱定型部件由一-組羅拉與熱箱組成,其作用是消除變形絲內應力,進一步提高其尺寸穩定性。經穩定區初步固定的變形絲以一定的超餵率餵入定型熱箱,從而消除了變形時產生的內應力,同時絲束在鬆弛的狀態下充分定型收縮,使絲圈縮小、緊密,增強了絲束表面的毛茸感,提高了尺寸穩定性。熱箱是一個長為1.6m的聯苯加熱箱,一般是非循環聯苯氣、液相加熱,其熱源是電熱棒,熱箱的結構與假捻變形機中熱箱結構相同。
卷繞部件
絲束經過羅拉W3與上油輥後,便卷繞到筒管上。卷繞裝置與假捻變形機的卷繞裝置結構相同,也裝有防凸、防疊機構,-般卷繞成直邊筒子。
傳動系統
空氣變形機一般都有直流電動機通過同步齒形皮帶傳動各羅拉軸和各卷繞軸。採用齒形皮帶傳動,噪聲低,不需潤滑。同時,還採用微處理機對速度、溫度等工藝參數進行數據處理及監測。機器還裝有一套斷絲檢測頭、烏斯特檢測頭以及切絲器。斷絲檢測頭利用感應原理,在無絲經過時,發出一切割脈衝,以控制切絲器動作。用烏斯特頭檢測絲的線密度,當絲的線密度超過一定範圍時,它也會發出切割脈衝,使切絲器動作。
