
磨料分類
 棕剛玉
棕剛玉其中磨料產品主要分為剛玉磨料和碳化矽磨料兩大類,具體來說,基本上有以下幾種:
1、棕剛玉磨料,主要成分是Al2O3,具有硬度中等,韌性大,顆粒鋒銳,價格比較低廉,適合加工抗張強度高的金屬。微晶剛玉磨料和黑剛玉磨料都是其派生品種。
 白剛玉
白剛玉2、白剛玉磨料,其硬度略高於棕剛玉,但韌性較差,磨削時易切入工件,自銳性好,發熱量較小,磨削能力強,效率高。鉻剛玉磨料是其派生品種。
 單晶剛玉
單晶剛玉3、單晶剛玉磨料,其顆粒是由單一晶體組成,並具有良好的多棱切削刃,較高的硬度和韌性、磨削能力強,磨削髮熱量少,缺點是生產成本較高,產量較低,所以價格比較高。鋯剛玉磨料也是晶體化合物,硬度略低,晶體尺寸較細,耐磨性能好。
4、黑碳化矽磨料、綠碳化矽磨料、立方碳化矽磨料、鈰碳化矽磨料等,屬於碳化矽磨料,主要成份是碳化矽SiC,硬度高,脆性大,磨粒鋒利,導熱性較好,耐磨性較強,比較適合加工硬脆的金屬及非金屬產品。
選購常識
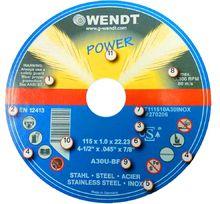 WENDT切割片和砂輪片
WENDT切割片和砂輪片①美國安全標準
②歐洲安全標準
③OSA國際磨具安全認證
④由左上到右上分別是:戴適當保護裝置、戴工作手套、閱讀信息指示、不要使用破裂的碟片、不含硫鐵元素、形狀、只允許切割使用、不得打磨使用。
⑤套用
⑥尺寸
⑦產品編碼
⑧最大轉速;最大工作速度
⑨ISO類別編號
A:氧化鋁
C:氧化矽
Z:氧化鋯
30:粒度4-24=粗
30-60=中
70-222=細
U:硬度(A=軟至Z=硬)
BF:玻璃纖維加固合成樹脂黏結
⑩EAN條形碼
分類發展
磨具是用以磨削、研磨和拋光的工具。大部分的磨具 是用 磨料加上結合劑製成的人造 磨具,也有用天然礦岩直接加工成的天然磨具。磨具除在機械製造和其他金屬加工工業中被廣泛採用外,還用於糧食加工、造紙工業和陶瓷、玻璃、石材、塑膠、橡膠、木材等非金屬材料的加工。
磨具在使用過程中,當磨粒磨鈍時,由於磨粒自身部分碎裂或結合劑斷裂,磨粒從磨具上局部或完全脫落,而磨具工作面上的磨料不斷出現新的切削刃口,或不斷露出新的鋒利磨粒,使磨具在一定時間內能保持切削性能。磨具的這種自銳性,是磨具與一般刀具相比突出的特點。
早在新石器時代,人類就已經開始套用天然的磨石來加工石刀、石斧、骨器、角器和牙器等工具了;1872年,在美國出現了用天然磨料與粘土相結合燒成的陶瓷砂輪;1900年前後,人造磨料問世,採用人造磨料製造的各種磨具相繼產生,為磨削和磨床的快速發展創造了條件。此後,天然磨具在磨具中所占比例逐漸減少。
磨具按其原料來源分,有天然磨具和人造磨具兩類。機械工業中常用的天然磨具只有油石。人造磨具按基本形狀和結構特徵區分,有砂輪、磨頭、油石,砂瓦(以上統稱固結磨具)和塗附磨具五類。此外,習慣上也把研磨劑列為磨具的一類。
固結磨具按所用磨料的不同,可分為普通磨料固結磨具和超硬磨料固結磨具。前者用剛玉和碳化矽等普通磨料,後者用金剛石和立方氮化硼等超硬磨料製成。此外,還有一些特殊品種,如燒結剛玉磨具等。
普通磨料固結磨具是由結合劑將普通磨料固結成一定形狀,並具有一定強度的磨具。一般由磨料、結合劑和氣孔構成,這三部分常稱為固結磨具的三要素。
磨料在磨具中起切削作用。結合劑是把鬆散的磨料固結成磨具的材料,有無機的和有機的兩類。無機結合劑有陶瓷、菱苦土和矽酸鈉等;有機的有樹脂、橡膠和蟲膠等。其中最常用的是陶瓷、樹脂和橡膠結合劑。
氣孔在磨削時對磨屑起容屑和排屑作用,並可容納冷卻液,有助於磨削熱量的散逸。為滿足某些特殊加工要求,氣孔內還可以浸漬某些填充劑,如硫黃和石蠟等,以改善磨具的使用性能。這種填充劑,也被稱為磨具的第四要素。
表示普通磨料固結磨具特徵的項目有:形狀、尺寸磨料、粒度、硬度、組織、背絨、背膠和結合劑。磨具硬度是指磨粒在外力作用下,從磨具表面脫落的難易程度,它反映了結合劑把持磨粒的強度。
磨具的硬度主要取決於結合劑加入量的多少和磨具的密度,磨粒容易脫落的表示磨具硬度低;反之,表示硬度高。硬度的等級一般分為超軟、軟、中軟、中、中硬、硬和超硬七大級,從這些等級中還可再細分出若干小級。測定磨具硬度的方法,較常用的有手錐法、機械錐法、洛氏硬度計測定法和噴砂硬度計測定法。
磨具的硬度與其動態彈性模量具有對應關係,這有利於用音頻法測定磨具的動彈性模量來表示磨具硬度。在磨削加工中,若被磨工件的材質硬度高,一般選用硬度低的磨具;反之,則選用硬度高的磨具。
磨具組織粗分為緊密、中等和疏鬆三類。每類又可再細分數等,用組織號來區分。磨具組織號越大,磨料在磨具中所占的體積百分率越小,磨粒之間的間隙越寬,表示組織越松。反之,組織號越小表示組織越緊。較松組織的磨具使用時不易鈍化,在磨削過程中發熱少,能減少工件的發熱變形和燒傷。較緊組織的磨具磨粒不易脫落,有利於保持磨具的幾何形狀。磨具的組織只在製造時按磨具配方予以控制,一般不作測定。
用途
研磨,拋光,打磨,清潔,切割,鑽孔。
