簡介
短絲後加工,又稱短纖維的後加工,是將紡絲成形後得到的未拉伸絲按短絲的後加工方式加工成符合各種使用要求的纖維的過程。
短纖維的後加工包括集束、牽伸、水洗、上油、乾燥、熱定型、捲曲、切斷等一系列工序。後加工的主要目的是為了使纖維獲得更高的強度。因此,牽伸和熱定型是後加工中最重要兩個工序。在牽伸時,組成纖維的高聚物長鏈分子會沿著纖維的軸線方向取向作整齊排列,這樣分子的堆砌密度會提高,分子間的作用力會增強。因此,在經過牽伸之後,纖維的強度有所提高,而延伸度則相應降低。
 短絲後加工
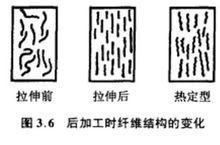
短絲後加工在後加工過程中需要進行熱定型是為了進一步調整已經牽伸纖維的內部結構,解除纖維的內應力,使纖維分子在拉伸時形成的規整排列的結構能固定下來;降低纖維的沸水收縮率以改善纖維的使用性能。牽伸和熱定型前後纖維內部結構形態變化的示意圖見圖。紡絲的其他工序中,水洗是為了去除纖維在紡絲過程中沾染的雜質,上油是為了增加纖維間的抱合力,以利於纖維的後期處理。
短絲後加工工藝流程簡介
 短絲後加工
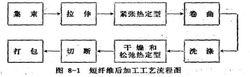
短絲後加工根據生產纖維的品種和具體條件不同,各廠採用的短纖維後加工流程和設備有所差異,但通常需經如圖所示的各工序,才能完成後加工,得到化纖短纖維成品。
集束
這一工序的作用在於將排列子集束架上的許多絲簡提供的很多纖維單絲,匯集成一束,變成具有一定粗細的絲纜,以便於進一步進行拉伸處理。
拉伸
短纖維拉伸的作用與長絲拉伸作用是一致的,主要是使分子定向,得到高強度,低伸長度適合紡織加工的纖維,但拉伸方法是與長絲拉伸有差別的,長絲拉伸是單個絲筒在一個錠子上進行,而短纖維的拉伸則是在多輥拉伸機上集中進行,用得較多的是五輥拉伸機。
拉伸過程中適當加熱可保證纖維拉伸比較均勻加熱器可根據不同纖維品種,採用熱水浴、蒸氣、熱空氣或電加熱。
捲曲
合成纖維與天然纖維不一樣,表面比較光滑,截面一般為圓形,為了使合成纖維在混紡時能與棉、羊毛等有較好的抱合力,拉伸後的絲束一般都要加以捲曲處理,使纖維具有與棉及羊毛相似的皺褶形狀。一般採用機械方法在擠壓下皺褶捲曲,也可以在熱窯氣、蒸汽、熱水或化學藥品中處理使其收縮而呈捲曲形狀。
切斷
捲曲以後的絲束,根據成品要求的長度在機械切斷機上進行切斷而成短纖維,一般棉型產品要求長度在40毫米以下,粗梳毛紡產品長度要求在64~76毫米之間,精梳毛紡產品長度在89~114毫米之間。
乾燥
為了便於進一步紡織加工,纖維中所含水分必須進行乾燥,乾燥一般是在乾燥機中進行。
相關概念
長絲後加工與短纖維後加工相比,不論在工藝和設備方面都比較複雜,這主要是由於長絲後加工需要一縷絲,一縷絲地分別進行,而不是像短纖維那樣,把從紡絲機上得到的許多縷纖維,通過集束使之集攏在一起,成為一條較粗的絲束,而後再進行後加工。
長絲的後加工過程一般包括牽伸、加捻、後加捻、水洗、乾燥、熱定型、絡絲、分級包裝等工序。化學纖維的長絲可以直接用於紡織或與其他品種的長絲進行交織以製成各種紡織產品。因此每縷絲須分別地進行加捻,使其具有足夠的捻度,以增加纖維間的抱合力。我們平時要把兩根線合在一起,最常用的方法就是把線搓一搓,這個過程就叫加捻。
長絲後加工中的牽伸、水洗、乾燥、熱定型等工序的作用,則與短纖維後加工時相同。經過上述後處理加工後的化學纖維,一般還需在絡絲機上繞成寶塔形的筒子,經分級、檢驗、包裝後即可送給紡織廠加工成各種織物了。
