
產品套用
真空複合成型技術一般套用在塑膠行業中,汽車行業用的比較多,常見於各種轎車的門內飾板,門內飾板外掛程式,扶手,頂棚護板等部件的成型工藝。成型表面形狀複雜,多採用模具吸附的成型方式。
工藝過程
其主要工藝過程描述為:待成型塑膠零件裝夾在模具上,表面塗有結合用膠;加熱後的覆層材料置於零件上方,周邊與模具結合部位密封,在真空泵的作用下,覆層與成型模具之間被抽成真空狀態,使覆層材料在真空狀態下完全貼合在待成型零件的表面,冷卻後相互粘接牢固的一種成型技術。
套用材料
在汽車行業中,採用真空複合成型工藝的零件,材料選用為ABS的居多,因這種材料表面不需要進行極性處理即可進行真空複合;也有採用PP的,但需對零件表面進行極性處理,處理的方式大多採用火焰處理的工藝,抑或採用PP粘接專用膠,但是這種膠價格一般來講都比較昂貴。從成本方面來考慮,PP的價格要比ABS便宜些,但是,一是需要進行火焰處理,增加成型工藝的複雜性;二是專門對PP材料粘接用的膠水比較昂貴,故大部分都選用ABS。
複合所採用的粘接劑,一般分為兩部分,一是粘接用的膠水,二是膠水噴塗後用來固化覆層與塑膠之間的粘接強度的固化劑,且膠水與固化劑採用不同的顏色加以區分。
膠水可以採用人工噴塗的方式均勻噴塗在零件的待粘接表面,噴塗質量應根據複合的工藝要求及膠水的使用說明來控制;噴塗後,要等待膠水溶劑的揮發,並在粘接之前對其進行激活處理。一般未激活處理的膠水不具有粘性,或是粘接強度達不到使用要求。激活是針對膠水粘接力的一個簡單處理,只有在一定的溫度下,膠水的活性最強,粘接後能是覆層與基材之間發生系類的鏈化反應,從而增加粘接強度。
覆層材料多為PVC,厚度從0.8mm到3.0mm都有規格,顏色視客戶需要而進行生產。也有採用其他覆層材料的廠家,視顧客要求而定。
成型模具
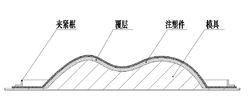
真空成型模具的材料一般選用鋁材來製造,因鋁材利於加工和修改,並且輕便。單一的複合模具,其結構只有一個成型模,周邊為夾緊框;形狀複雜的一般分為三部分:底模為成型模,上模為輔助成型模,成型後還要附帶一個切刀模,將成型件與覆層分離開。這種結構基本都是自動真空成型機上所特有的。
有很多企業為了節約成本,將形狀簡單些的真空成型工藝更改為壓力複合,其工藝驗證結果也符合產品要求,但是增加了人工操作的過程,產品合格率一般能控制在90%以上。而真空自動成型技術的產品合格率,做的好的話,能達到98%以上。壓力成型所選用的設備一般為四柱液壓機,也有採用氣缸結構來進行壓力複合的。無論怎么選擇,只要適合自己的企業,選擇一種能生產出滿足設計使用要求的產品工藝,才是最明智的。
結構圖解
 真空複合成型技術
真空複合成型技術