
前言
本標準按照GB/T1.1-2009給出的規則起草。
 熱軋輕軌
熱軋輕軌本標準代替GB/T11264-1989《輕軌》。本標準與GB/T11264-1989相對比,對下列主要技術內容進行了修改:
——將標準名稱修改為“熱軋輕軌”;
——輕軌型號增加了18 kg/m、24 kg/m;;
——輕軌尺寸檢驗項目增加了頭高、螺孔中心線上下偏差、截面偏稱;
——增加了“經供需雙方協商,並在契約中註明,可按其他牌號供貨”;
——降低了鋼中雜質元素S、P含量,增加了小型號輕軌的力學性能;
——取消了落錘試驗;
——調整了長度允許偏差要求。
本標準由中國鋼鐵工業協會提出。
本標準由全國鋼標準化技術委員會(SAC/TC183)歸口。
本標準主要起草單位:唐山鋼鐵集團有限責任公司、河北永洋鋼鐵有限公司、冶金工業信息標準研究院。
本 標準主要起草人:鄧翠青、王永紅、孫曉玲、赤榮、劉寶石、陳春生、侯捷。
本標準所代替標準的歷次版本發布情況為:
——GB/T11264-1989。
引用標準
下列檔案對於本檔案的套用是必不可少的。凡是注日期的引用檔案,僅注日期的版本適用於本檔案。凡是不注日期的引用檔案,其最新版本(包括所有的修改單)適用於本檔案。
GB/T223.5 鋼鐵 酸溶矽和全矽含量的測定 還原型矽鉬酸鹽分光光度法
GB/T223.12 鋼鐵及合金化學分析方法 碳酸鈉分離-二苯碳醯二肼光度法測量鉻量
GB/T223.53 鋼鐵及合金化學分析方法 火焰原子吸收分光光度法測量銅量
GB/T223.54 鋼鐵及合金化學分析方法 火焰原子吸收分光光度法測量鎳量
GB/T223.59 鋼鐵及合金 磷含量的測定 鉍磷鉬藍分光光度法和銻磷鉬藍分光光度法
GB/T223.63 鋼鐵及合金化學分析方法 高碘酸鈉(鉀)光度法測定錳量
GB/T223.68 鋼鐵及合金化學分析方法 管式爐內燃燒後碘酸鉀滴定法測定硫含量
GB/T223.69 鋼鐵及合金 碳含量的測定 管式爐內燃燒後氣體容量法
GB/T228.1 金屬材料 拉伸試驗 第1部分:室溫試驗方法
GB/T231.1 金屬布氏硬度試驗 第1部分:試驗方法
GB/T2101 型鋼驗收、包裝、標誌及質量證明書的一般規定
GB/T2975 鋼及鋼產品力學性能試驗取樣位置及試樣製備
GB/T4336 碳素鋼和中低合金鋼火花源原子發射光譜分析方法(常規法)
YB/T081 冶金技術標準的數值修約與檢測數值的判定原則
範圍
本標準規定了熱軋輕軌的訂貨內容、型號、尺寸、外形、重量及允許偏差、技術要求、試驗方法等。
本標準適用於礦業、林業、建築等軌道用途的熱軋輕軌。
訂貨內容
按本標準訂貨時,用戶需提供以下信息:
a) 本標準編號;
b) 牌號;
c) 型號;
d) 長度;
e) 重量;
f) 其他要求。
型號、尺寸、外形、重量及允許偏差
型號
 熱軋輕軌
熱軋輕軌輕軌的型號應符合右表的規定,經供需雙方協商並在契約中註明,可供其他型號的輕軌。
截面尺寸及允許偏差9 kg/m、12 kg/m、15 kg/m、18kg/ m、22 kg/m、24 kg/m、30 kg/m輕軌截面圖示及標註符號如右圖冊所示。
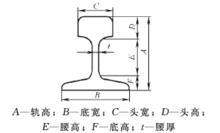 輕軌截面
輕軌截面輕軌截面的型式尺寸應符合右圖冊的規定。
截面尺寸及允許偏差
 熱軋輕軌
熱軋輕軌輕軌截面尺寸、截面面積、理論重量及截面特性參數應符合右表的規定。
 熱軋輕軌
熱軋輕軌18 kg/m、24 kg/m輕軌截面尺寸、截面面積、理論重量及截面特性參數應符合右表的規定。
 熱軋輕軌
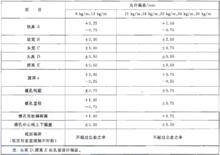
熱軋輕軌輕軌尺寸允許偏差應符合右表的規定。
長度及允許偏差
 熱軋輕軌
熱軋輕軌輕軌的長度應符合下表的規定。經供需雙方協商,可供其他尺寸的輕軌。
不小於4 m 的短尺輕軌的交貨數量不得大於該批總重量的3%。
 熱軋輕軌
熱軋輕軌輕軌長度允許偏差應符合右表的規定。
外形
彎曲度
輕軌每米彎曲度不應大於3 mm,總彎曲度不應大於總長度的0.3%。
 熱軋輕軌
熱軋輕軌輕軌端部彎曲度應符合右表的規定。
扭轉
輕軌不應有影響使用的扭轉。
端部形狀
 熱軋輕軌
熱軋輕軌輕軌端部形狀應符合右表的規定。
重量
輕軌按理論重量交貨,鋼的密度為7.85 g/cm。經供需雙方協商,並在契約中註明,也可按實際重量交貨。
技術要求
牌號及化學成分
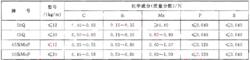 熱軋輕軌
熱軋輕軌鋼的牌號和化學成分(熔煉分析)應符合右表的規定。
Cr、Ni、Cu為殘餘元素時,Cu≤0.25%,Cr≤0.25%,Ni≤0.30%.供方能保證符合規定時,可不進行這些元素的化學分析。
經供需雙方協商,並在契約中註明。可按其他牌號供貨。
冶煉方法
鋼應採用氧氣轉爐或電爐冶煉。除非需方有特殊需求,冶煉方法由供方選擇。
交貨狀態
輕軌以熱軋狀態交貨。
力學和工藝性能
 熱軋輕軌
熱軋輕軌輕軌的力學和工藝性能應符合右表的規定。
供方如能保證硬度合格,硬度可不作檢驗。
表面質量
輕軌斷面不得有縮孔殘餘和分層。
輕軌表面不應有裂紋、結疤、摺疊、氣泡、夾渣等對使用有害的缺陷。允許有深度不超過0.75 mm 的局部劃痕、凹坑。在安裝接頭夾板(魚尾板)區域外的軌腰及其相鄰上下兩斜面上,允許有高度不大於2 mm 的凸出部分;與接頭夾板接觸面內的凸出部分應予清除。
輕軌表面局部缺陷允許清理,清理深度從實際尺寸算起不應超過1.5 mm。
螺栓孔表面應平整,不應有裂紋,毛刺高度不應大於2 mm。
試驗和檢驗方法
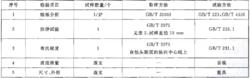 熱軋輕軌
熱軋輕軌每批輕軌的檢驗項目、試樣數量、取樣方法和試驗方法應符合右表的規定。
