
簡介
水刺法加固機械稱為水刺機,其主要由水刺頭輸送網簾烘燥裝置及水循環處理系統等部分組成。它採用了輥筒式和平台式結合的方式,系統中有三個水刺滾筒,分別對纖網的兩面進行噴刺加工,後面緊接著一個平台式水刺區,纖網的兩面分別經受了兩種方式的水刺處理,使纖網得到了充分的加固纏結作用。烘燥採用的滾筒式熱風烘箱,烘燥效果好。整個生產線全部計算機控制,自動化程度高。這種水刺生產線適合加工的纖網定量範圍為20~400g/m ,生產速度為250~300m/min,最高工作寬度為3.5m,水壓可達40MPa,生產效率高,能耗低,用途廣。
水刺頭
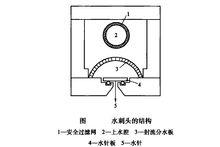 圖 1
圖 1水刺頭的結構如圖1所示,它是產生高壓集束水流的主要部件之一,由內部帶有進水孔道的集流腔體和下部的水針板組成。高壓水通過噴水腔體一側的進水管導人上水腔2,經安全過濾網過濾後再從射流分水板3進人下水腔,並通過水針板4.上的小孔射向纖網。
水針板是一塊長方形的薄不鏽鋼片,上面開有單排、雙排或三排隔距很小的微孔(一般孔直徑為0.08~0.18mm),單排孔的針孔密度為8~24孔/cm,雙排孔的針孔密度為163~6孔/cm,三排孔的針孔密度為24~48孔/cm。水針板厚度為0.7~1.0mm,水針板孔的加工精度要求很高。
分類
水刺機分為平台式、輥筒式以及平台、輥筒結合式三種形式。因此,數個水刺頭可沿水平方式排列(平台式),或者沿圓周方式排列(輥筒式)以及水平和圓周結合排列方式。
水平排列式
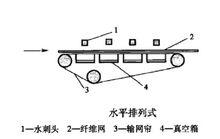 圖 2
圖 2如圖2所示為水平排列式,水刺頭位於一個平面上,輸送網簾在帶有脫水孔的平行板上輸送纖網時作平面運動並受到水刺頭的噴刺處理。
圓周排列式
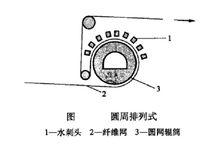 圖 3
圖 3如圖3所示為圓周排列式,水刺頭沿著一個拖持滾筒徑向排列,滾筒表面開有蜂巢式孔,開孔率極大,滾簡內形成真空吸風系統。輸送網簾套在吸風滾筒外面並隨滾筒迴轉,纖網在負壓作用下吸附在網簾上並隨網簾一起運動,受到圓周式排列的水刺頭噴刺固結。
輸送網簾
輸送網簾也可稱為拖網簾,採用不鏽鋼絲、高強聚醯胺、聚酯單絲按照工藝要求的目數、花紋、規格等編織而成,大多採用不鏽鋼絲編織而成,故稱為金屬網簾。托網簾的作用:拖持並輸送纖網;進行花紋水朝,即通過托網簾不同的結構、目數形成水刺產品不同的花紋結構,使產品具有某種花紋圖案和獲得傳統紡織面料的外觀,水刺時網簾對高壓水針反射,可起到纖網加固的作用
烘燥裝置
經過水刺加固後的纖網,含有大量的水分。因此,當纖網進行完水刺加固後,需馬上進行脫水處理,通常採用脫水裝置如真空吸水箱和抽吸輥筒,先把大部分與纖維結合不緊密的水分去除掉,然後進人烘燥裝置進行烘燥。烘燥不僅可以除去纖維網中與纖維結合較緊密剩餘的水分,而月還可達到使產品尺寸穩定定型的目的,有利於提高產品的質量。
烘燥方式多種多樣,但針對水刺法非織造布這特定的對象來說,較為普遍的是採用平網熱風穿透式烘燥和熱風穿透滾筒式烘燥。平網熱風穿透式烘燥是採用空氣對流的原理,讓熱空氣經風機的抽吸作用把熱量傳遞給水刺纖網,以蒸發水分,使熱交換充分,提高了烘燥效率,這種烘燥裝置具有烘燥效率高、占地面積小、能耗較低以及烘燥比較緩和等特點,因此其產品質地柔軟,且表面無極光現象。
水循環處理系統
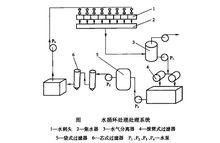 圖 4
圖 4此系統主要山水循環過濾、增壓、回收等裝置組成。其工作過程如圖4所示,經水刺頭中水針板噴射出極細微的高速水流,在完成對纖網的纏結加固後,被吸入輸送網簾下的真空吸水箱,然後拍至水氣分離器中,空氣由真空泵抽出,回用水由供水泵P送至滾筒式連續過濾器過濾。一級過濾水和補充的新鮮水一起述入儲水箱,再由供水泵P輸入自清洗砂漶器,二級過濾水進入化學處理裝置,使膠體雜質形成絮凝物,再經袋式過濾。最後由水泵P將水送至芯式過濾器過濾後進人高壓泵P加壓,高壓水經水刺裝置內的安全過濾網後,再從水針板針孔中噴出,完成了水刺用水的循環處理和循環使用。由於水刺非織造布所用原料的不同對水處理系統的要求也不一樣,因此必須合理選用和配置水處理循環系統來滿足水的淨化質量和要求。
