機體部分簡介
1.軸承
在進行檢查之前,應先用清洗溶劑(無鉛汽油)清洗軸承,並用機油潤滑。
轉動內座圈並檢查內座圈轉動是否順利。如果轉動不輕快、不均勻,且有“喀達、喀達”的響聲,應進一步檢查滾柱軌道和鋼球,若鋼珠和座圈有嚴重的麻點、脫皮、破裂等,應換新的軸承。若軸承轉動起來很輕快順利、無阻滯現象,但“嘩、嘩”的噪音很大,應檢查是否磨損嚴重,檢查的方法是用兩手緊握住內外圈、前後(軸向)推動軸承或徑向推動軸承,如圖,若感到晃動的間隙很大,則應更換軸承。
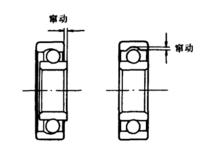 軸承竄動檢查
軸承竄動檢查油封的檢查
2.油封
油封唇口損傷就會導致油的漏泄,應按圖所示檢查油封的唇口是否有磨損、破裂、硬化等損壞現象,若有應更換新油封。
 油封的檢查
油封的檢查3.汽缸蓋
用非金屬刮片或不尖銳金屬刮刀清除燃燒室的積炭。然後用直尺和厚薄規檢查汽缸蓋裝襯墊表面是否翹曲變形。汽缸蓋變形會造成該處漏氣,將降低輸出功率,增加燃油消耗。檢查時多檢查幾個點的間隙,如果間隙超過規定的允許變形量,應進行研磨修復。其方法是:在乎板上放一張約400 的砂紙,將汽缸蓋放在砂紙上(或汽缸蓋放在鋪有一層金剛研磨砂的平面玻璃上),用手均勻推磨該表面,直至其表面平滑,平面度在規定值(允許變形量)以下為止。
4.汽缸
用非金屬刮片或不尖銳的金屬刮刀去除汽缸上部和排氣口處的積炭,刮積炭時要注意不要損傷汽缸壁鏡面。然後用缸徑儀在汽缸上、中、下位置測量汽缸直徑,以確定其磨損狀況。對同一截面,在相互垂直的方向各測一次。對於二衝程機汽缸測內徑時應避開氣口位置,一般在離汽缸頂部20mm處測定。如果汽缸直徑或不圓度超過規定的使用極限,則用鏜缸機重新加工汽缸,加大其直徑,然後配上相應加大的活塞和活塞環。若磨損嚴重,無法加工鏜大,就應更換新汽缸。
機體部分的保養
機體部分的保養以清除機體外表的污垢,內部積炭,調整氣門間隙為主。
機體外表覆蓋的塵土或污垢會影響發動機的散熱效果,故應及時清除。清除時可用毛刷、木片、軟布等進行。對聚集在機體外部的塵土,可用壓縮空氣進行吹除,
車輛行駛3 500~10000km時,就應仔細清除積聚在活塞頂部,活塞環槽,氣缸蓋燃燒室,氣缸體排氣口及缸體頂部內壁面等處積炭。發動機積炭過多,就會引起發動機過熱、爆震,其至會導致活塞環卡死而造成發動機損壞。因此必須定期清除發動機積炭。清除發動機積炭時,應無分解機體,然後用螺絲刀、竹片或斷鋸條做成的刮刀將積炭剷除。
1.活塞頂部
清除活塞頂部枳炭時,可先將零件放人煤油或汽油中浸泡,然後用螺絲刀或刮刀刖除活塞頂部積炭。最後冉用煤油或汽油將零什表面清洗乾淨;此外,還可以按下表之中配方4~6的清洗液來清除活塞頂部積炭。若清除積炭時不拆下活塞,套用乾淨布蓋好氣缸及曲軸箱。
| 零件材質 | 配方 | 溶液成分(g) | |||||
| 苛性鈉 | 碳酸鈉 | 矽酸鈉 | 肥皂 | 重鉻酸鉀 | 水 | ||
| 鋼材 | 1 | 25 | 33 | 1.5 | 8.5 | — | 1000 |
| 2 | 100 | — | — | — | 5 | ||
| 3 | 25 | 31 | 10 | 8 | 5 | ||
| 鋁或鋁合金 | 1 | — | 18.5 | 8.5 | 10 | — | 1000 |
| 2 | — | 20 | 8 | 10 | 5 | ||
| 3 | — | 10 | — | 10 | 5 | ||
2.活塞環及環槽
用上表化學溶液進行清洗時,應選用配方1、配方2或配方3。活塞環上的積炭可用螺絲刀或別刀來刮除。
清除活塞環槽內積炭時,可用小刀,也可用折斷的活塞環的斷間磨平保持銳邊,做成刮積炭的工具,小心刮除,其清洗方法同1。但在清除活塞環或環槽積炭時,不要刮傷或碰傷活塞環及環槽。清理環槽後,應將活塞環裝在環槽中旋轉一下,看其旋轉是否順利。
3.氣缸蓋燃燒室及排氣口
在清除氣缸蓋燃燒室積炭時,用螺絲刀或刮刀刮除,對堅硬而無法刮除的積炭可用折斷的鋸條輕輕仔細刮除,慎用尖銳工具,以免損傷缸蓋;然後用細砂紙將燃燒室表面輕輕打磨光滑;最後用汽油或煤油沖洗並擦淨。
氣缸體排氣口可用螺絲刀清除積炭。
4.氣門及氣門座
四衝程發動機,在排除進、排氣門上的積炭時,注意不要損傷氣門與氣門座上的密封帶。如發現氣門座密封帶太寬或有凹點時,須用專用氣門座銑刀進行銑削,並經研磨後方可重新裝配使用,若氣門帶磨損嚴重或有變形,應更換新氣門,同時檢查調整氣門的間隙。
機體部分常見故障與排除方法
1.搗缸
(1)故障徵象:氣缸體被連桿搗毀,出現破洞。搗缸前常發生異常現象,如缸體內有異常響聲,負荷突然加重,排氣冒黑煙等。此時如不及時熄火,就會造成搗缸事故。
(2)故障原因:搗缸一般是由於連桿螺栓折斷,連桿大頭從曲軸上脫開,猛甩在氣缸體上將其搗破。另外,也有可能是活塞銷折斷而產生搗缸。
活塞銷折斷的原因,主要是活塞銷與銷孔和襯套的配合間隙過大,在交變衝擊載荷作用下,活塞銷疲勞折斷;當然,活塞銷產品粗製濫造,不符合設計要求,也會導致折斷。
此外,氣門掉入氣缸,擊碎活塞,使連桿小頭的運動失去導向,甩打在氣缸套上,也會發生搗缸故障。
(3)故障排除方法:發生搗缸故障後,應拆開仔細檢查,找出產生該故障的真正原因。對損壞的零件應選用合格的零件進行更換;如氣缸體破洞不大,而且碎塊比較完整,可用粘補法修補。重新裝配時,必須按規定進行,如活塞銷與銷孔及連桿小頭襯套的間隙、連桿螺栓的扭緊力矩及防松裝置等都要符合要求。為防止發生搗缸故障,日常使用中應注意防止出現“飛車”等事故。
2.拉缸
(1)故障徵象:缸筒與活塞表面有嚴重劃痕、刮傷或燒傷,嚴重時活塞卡死在氣缸套內,柴油機突然熄火。
(2)故障原因:
①活塞與缸套配合間隙過小,高溫下活塞脹大,引起拉缸或卡缸現象。
②活塞環開口間隙過小,或因積炭過多,卡死在環槽內,引起活塞環折斷,造成拉缸。
③活塞銷與銷孔過度磨損,產生晃動,使卡簧脫落或折斷,或未裝卡簧,導致活塞銷竄出刮傷缸壁。
④使用操作不當,特別是長期超負荷作業,使柴油機經常過熱,或者因潤滑油缺損,導致活塞與缸套之間潤滑不良,而引起拉缸。
(3)故障排除方法:根據拉缸的具體情況採取相應的措施。若拉缸不嚴重,可鏜缸後繼續使用(必要時換活塞);若活塞環卡死折斷,則應清除環槽中的積炭等,並在必要時更換符合規定的活塞環;拉缸嚴重時,還應更換活塞、缸筒;其它該換的零件也應更換,並按要求進行裝配。另外,針對產生拉缸的原因採取必要的防範措施,如:選配安裝合適的配件,裝配時進行嚴格的檢查,日常應正確使用和維護等。
3.缸蓋或缸體出現裂紋
(1)故障徵象:一般容易在進、排氣門座口之間,渦流室與氣門座口之間,以及水道孔和缸蓋螺栓孔等部位出現裂紋。導致冷卻水發生內漏或外漏現象。發生內漏時,水滲進油底殼,使油底殼內的潤滑油麵反常升高;水滲進氣缸套,使排氣管冒白煙或排水。發生外漏時,機體向外滴水。不管是內漏還是外漏,都會使冷卻水消耗過快。
(2)故障原因:缸蓋或缸體出現裂紋,一般都是由於冷卻水的加、放操作失誤造成的。如冬季先起動後加水。或在機體溫度很高時驟加冷卻水,使缸蓋或缸體出現炸裂;冬季停車後沒有及時放出冷卻水,結冰脹裂有關部位;另外,冷卻系統水垢過多,柴油機嚴重超負荷等,都會使缸蓋和缸體過熱而產生裂紋。
(3)故障排除方法:若缸蓋、缸體裂紋不大,可用環氧樹脂粘接法進行修復;或將“方兒茶”(一種中藥和化工原料)敲碎後放入水箱,柴油機工作時,“方兒茶”溶化滲進裂縫,可以堵漏。若裂紋嚴重時,則應送專業修理廠焊修或更換新件。同時,要根據產生裂紋的具體原因,進行必要的維護保養(如清除冷卻系統水垢等)和按前述方法正確使用和維護保養冷卻系統。
4.沖氣缸墊
(1)故障徵象:缸蓋底平面處出現漏水、漏氣現象,引起水箱中冒出大量氣泡,油底殼中潤滑油油麵反常增高,嚴重時會出現排氣管向外排水現象等。
(2)故障原因:
①缸套凸出機體平面過高,缸蓋螺栓的擰緊力全壓在缸套台肩上,水套處的缸墊沒有壓緊,導致水套內熱水侵入缸墊,把缸墊沖壞。
②缸套凸出機體平面過少或甚至低於機體上平面,缸蓋螺栓的壓力不能壓緊缸套處的氣缸墊,未能完全密封燃燒室,結果高溫高壓氣體從氣缸中衝出燒損缸墊。
③缸蓋螺栓扭緊力矩不夠或扭力不均,使缸墊不能全面壓緊。
④缸蓋及氣缸體的安裝平面上有坑或麻點,不能使缸墊壓緊壓實,造成漏水、漏氣。
⑤渦流室鑲塊低於缸蓋底平面,引起缸墊燒損。
⑥缸墊使用過久,拆裝次數過多,引起彈性不足,不能起良好的密封作用。
(3)故障排除方法及注意事項:
①更換已壞的氣缸墊。
②安裝時,檢查缸蓋與機體配合面的技術狀態,如有輕度損傷,可用刮刀修整,保證機體平面的不平度處在規定範圍內;水套孔周圍的凹坑及麻點應儘量用銅皮墊實墊平。
③保證缸套台肩凸出機體平面的高度符合規定(一般為0.06~0.16毫米)。如果凸出量過大,可研磨缸套台肩與機體之間的接觸面;如果凸出量不足。可在缸套台肩下面加墊適當厚度銅皮,安裝氣缸套時,應徹底清除缸體支撐台階上的污物、積炭等。
④氣缸墊不可多次重複使用,當石棉材料硬化變質或折邊處有破損時,必須更換。
⑤對裝有滑流室鑲塊的氣缸蓋,安裝時應保證渦流室鑲塊與缸蓋底平面平齊。
⑥擰緊缸蓋螺母時,應按對角交叉的方法分幾次均勻擰緊至規定力矩,且必須在磨合結束及進行一級技術保養時,重新擰緊缸蓋螺母。
