
車加工步驟
 機加工工時計算
機加工工時計算車加工包含多個工步,因此需要建立多個標準資料。通常有:
1準備與結束
2裝卸
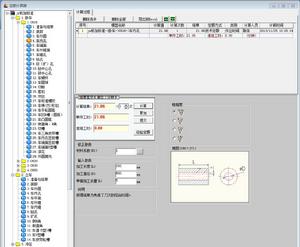
3 車外圓
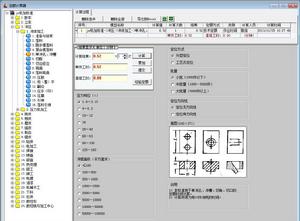
4 車內孔
5 車端面
6 車外錐面
7 車錐孔
8 鑽孔
9 鉸(擴)孔
10 鑽中心 孔
11 研 中心孔
12 車蝸桿
13 車圓球
14 切斷
15 套扣
16 攻絲
17 車標準螺紋
18 車梯(方)形扣
19 車手輪圓弧
20 車凹R 槽(圓弧)
21 車凸圓弧
22 倒直角、R 角
23 切槽
24 車三角皮帶槽
25 車內孔密封槽
26 車端面T 型槽
27 滾花
28 外圓拋光
立車過程
2.1準備與結束
2.2裝卸
2.3車外圓
2.4車內孔
2.5車平面
2.6車外錐
2.7車內錐
2.8鑽孔
2.9擴孔
2.10倒R角
2.11倒直角
2.12車直(T型)槽
2.13車V型槽
2.14車皮帶輪槽
衝壓過程
 機加工工時計算
機加工工時計算3.1沖床加工
3.1.1準備與結束
3.1.2落料
3.1.3跳步模落料
3.1.4複合模落料
3.1.5單沖孔、沖槽
3.1.6切斷
3.1.7切邊修邊
3.1.8彎曲
3.1.9落料彎曲
3.1.10壓筋
3.1.11校(整)平
3.1.12翻邊
3.1.13壓字(印)
3.1.14壓扁
3.1.15引伸
3.1.1落料引伸
3.2壓力機加工
3.2.1準備與結束
3.2.2裝卸
3.2.3推圓孔
3.2.4推花鍵孔
3.2.5壓套
3.2.6壓工件
3.2.7壓圓鋼V型
3.2.8壓圓鋼U型
3.2.9板料壓V型
3.2.10板料壓U型
3.2.11管料壓V型
3.2.12校平
3.2.13校軸
