
定義
軋輥產生彈性壓扁時可能軋制的最小板厚。在一定軋機上軋制一定的產品時,隨著板帶的逐漸變薄,壓下越來越困難。當板帶薄至某一限度後,不管如何旋緊壓下螺絲或加大液壓壓下的壓力,不管反覆軋制多少道,由於軋輥產生彈性壓扁而不可能再使產品變薄。這一極限厚度稱為最小可軋厚度(minimum rolling gauge)。
計算公式
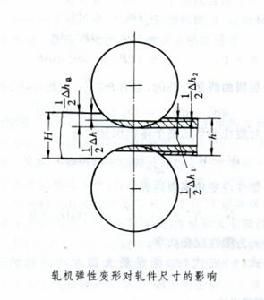 可軋厚度影響(圖一)
可軋厚度影響(圖一)hmin=3.58DμK / D
公式中D為工作輥輥徑;μ為摩擦係數;K為金屬平面變形抗力;E為機械彈性模量。為了軋制出更薄的板帶材,必須減小工作輥輥徑,採用高效的工藝潤滑劑(見塑性加工工藝潤滑),減小金屬的變形抗力,增加軋輥的彈性模量,有效地減小軋輥的彈性壓扁。現代20輥軋機上採用直徑小達10mm的碳化鎢軋輥,可軋制厚度小到0.001mm的極薄帶鋼。
工程上,一般可按下式確定工作輥輥徑與成品帶材厚度的比例關係
D≤1000h
當增加中間退火和軋制道次時
D≤2000h
採用異步軋制技術可突破上述最小可軋厚度的限制,其原理已不同於一般的軋制理論。
