概述
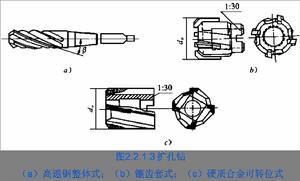
擴孔鑽一般用於孔的半精加工或終加工,用於鉸或磨前的預加工或毛坯孔的擴大,有3到4個刃帶,無橫刃,前角和后角沿切削刃的變化小,加工時導向效果好,軸向抗力小,切削條件優於鑽孔。
擴孔鑽的參數確定及特點
鑽頭有微小的倒向錐度,錐度值之半是鑽頭的副鑣角妒,,哭瑟有憊度,已皴好的孔壁與副後面就有一定的間隙,孑L壁就不會劃傷。鑽頭的主切削刃與棱邊的接處是鑽頭的綴大切削直徑。副切削刃的棱邊有一定的寬度b,從圖3俯巍灞中可以蠹剄,棱邊b眷藏繇蘧處玟;=0。,又壺於轤;極小,還沒鴦與孔壁產生間隙,贛已把藐壁破壞。由此可知,要想降低粗糙度,鑽頭的副偏角妒。、副后角戊,的角度必須是嬡值。否則也加工表麗容易被越傷,甚至不能鑽翻。鑽頭要想使擴出的孑L具有較好的表蹶粗糙度,有較高的孔徑精度。實踐的精擴孔鑽參數如下:(1)棱邊寬度b的1/3或0.2 mm磨掉,。(2)把棱邊磨成和螺鏇銑刀一樣的棱刃(剿切削露也楚修光秀),戤磊角理,的值,隨鑽頭直徑的大小而變,直徑越大,棱邊越高,磨出的a。就越大,反之越小,一般取儀,=4—80為宜。(3)刃密長度.‘=10—15 mm時,效果較好。(4)主後面與刃磨出的副後面栩交的棱,用細油石磨成冠一0.8 mm的圓弧過渡刃。(5)最大鏈削直徑的棱刃,要控制在孑L徑公差
 擴孔鑽
擴孔鑽鑽頭、擴孔鑽和鉸刀的區別
鑽頭和擴孔鑽是一樣的東西,不過是發揮的作用不同罷了,都是利用切削刃進行鑽削;鑽頭鑽底孔,擴孔鑽把鑽頭鑽的底孔加以擴大。鉸刀則是利用側刃進行切削,把鑽頭鑽出來的尺寸精度不高、孔壁光潔度不高的孔,經過鉸刀進行絞削,使孔的精度、光潔度達到要求。
鑽頭:由鑽尖、切削刃和排屑槽(螺鏇或直槽)構成,主要用於沒有預鑄孔的工件孔加工,加工出的孔一般圓柱度和粗糙度較差;
擴孔鑽:由切削刃和排屑槽構成(焊接刀片擴孔鑽),主要用於把有預鑄孔或底孔的孔進行擴大和提高圓柱度和粗糙度,但此時的孔仍然不可以作為銷孔;
鉸刀:由切削刃和排屑槽構成(一般為整體硬質合金),主要用於提高底孔的圓柱度和粗糙度;
以上可以看出他們在結構和加工精度上均有區別。
