
背景介紹
1980年以前,我國擠壓機數量很少,絕大多數為水壓機,雙動擠壓機的穿孔系統為外置式,擠壓模座為縱向移動式(即壓型嘴式),設備採用接觸式限位開關控制和手動控制操作。此後的三十多年,是我國鋁型材蓬勃發展的時期,擠壓機的數量大幅度增加。從國外引進了許多先進的擠壓機。歐洲、美國、日本生產的擠壓機價格昂貴,只作為引進先進技術設備的試點,我國分別從日本、德國、義大利、法國、美國等國家引進了一部分先進的擠壓機。
20世紀末期,我國湧現出多家白行設計、製造生產擠壓機的廠家,質量遠遠超過中國台灣製造的擠壓機,例如佛山市南海明晟機械製造有限公司、太原重工股份有限公司、佛山市南海精業機械製造有限公司等,已向世界幾十家生產企業出口了中國製造的擠壓機。我國擠壓機的數量、規模已位居世界第一,達5300多台,50MN以上的大型擠壓機也居世界第一,達到近70台。
擠壓機結構
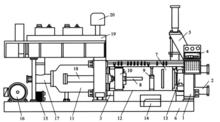
擠壓機主要由三大部分組成:機械部分、液壓部分和電氣部分。
機械部分由底座、預應力框架式張力柱、前橫樑、活動橫樑、X型導向的擠壓筒座、擠壓軸、供錠機構、殘料分離剪、滑動模座等組成。
液壓系統主要由主缸、側缸、鎖緊缸、穿孔缸、大容量軸向柱塞變數泵、電液比伺服閥(或電液比例調節閥)、位置感測器、油管、油箱及各種液壓開關組成。
電氣部分主要供電櫃、操作台、PLC可程式序控制器、上位工業控制機和顯示螢幕等組成。
 擠壓機結構
擠壓機結構金屬擠壓機
簡介
 擠壓機
擠壓機金屬擠壓機是實現金屬擠壓加工的最主要設備。金屬擠壓加工是利用金屬塑性壓力成形的一種重要方法。其重要的特點是將金屬錠坯一次加工成管、棒、型材完成在瞬息之間,幾乎沒有任何其他方法可以與之匹敵。漂亮、高雅大廈的裝修材料;飛越大洲、大洋的飛機;讓人類探索外層空間的宇宙飛船及空間站;鐵路、捷運、輕軌、磁懸浮列車車輛、艦船快艇等各個領域所使用的骨幹材料,幾乎都與擠壓加工密切相關。
銅材擠壓機
銅材擠壓機適用於擠制銅管及銅合金管、棒、排、線材等製品。
1、機器特點
(1)整機結構採用四柱臥式、油箱上置。具有結構新型、排列整齊、維修方便等特點。
(2)活動橫樑採用四點定位、中心可調、合理的工模具設計能大大的降低生產成本。
(3)可設定不同的擠壓工藝,採用隨動及固定針方式擠制不同孔徑的管材。
(4)液壓件採用大流量插裝閥系統,密封性能好、溫升低。
(5)電氣件採用PLC產品,可靠靈敏。
2、技術參數
| 主要技術參數 | 單位 | ||||
| 螺桿直徑 | mm | φ60 | φ90 | φ90 | φ105 |
| 長徑比 | 01:24 | 01:30 | 01:24 | 01:30 | |
| 轉速 | r/min | 20~100 | 20~90 | 20~90 | 20~80 |
| 最大擠出量滌綸 | kg/h | 80~100 | |||
| 最大擠出量丙綸 | kg/h | 40~50 | 180~200 | 130~140 | 250~270 |
| 最大擠出量錦綸6/66 | kg/h | 60~80 | 200~260 | 150~200 | |
| 機頭壓力 | Mpa | 10~15 | 15~25 | 15~25 | 15~25 |
供料機構
擠壓機的供料部件,有兩種形式,水平型和垂直型,它們都配有一個料斗,用來接收和暫存待擠壓的原料,並將其運送至螺桿。為了確保原料能有暢流的運動和避免產生“結拱”,料斗內配裝攪拌機,或者採用寬大的出料口,這樣,將有助於該機構保持不間斷的均勻供料工況。供料機構保持均勻供料極為重要。因為,要保證擠壓機具有恰當的功能作用,以及為了保證擠壓料質量具有均質的品況,不間斷的均勻供料是擠壓機正常工作必不可少的前提條件。
螺桿
通常可以這樣講,螺桿是擠壓機最重要的部件,它不僅決定擠壓機的熟化和糊化功能強度,而且還決定最終成品的質量。不同的螺桿,有不同的擠壓功能。螺桿的擠壓功能,決定於螺桿的設計參數。螺桿的各種設計參數。
螺紋節距,是兩個相鄰螺紋輪廓上對應點之間的距離;螺紋鏇轉1周,螺紋線在軸向上推進的距離,以螺紋節距計量的倍數,稱為順向螺槽數,或稱為螺紋頭數。單頭螺紋的螺桿,螺距等於螺紋節距;雙頭螺紋的螺桿,螺距等於兩倍螺紋節距;三頭螺紋的螺桿,螺距等於三倍螺紋節距。多頭螺紋的螺桿,能增大運送能力和粘性流。在螺桿連續地混合和運送物料的過程中,螺桿產生機械摩擦作用和熱量,從而物料將產生融化。
螺套
圍包在螺桿外面的螺套,可製成整體結構,但通常配裝夾套,藉以用作蒸氣或過熱油的循環加熱,或用作循環水冷卻,其目的是使擠壓機能準確地調節各工作區段的溫度。大多數的螺套,都配裝壓力感測器和溫度感測器,並配裝溫度控制裝置。螺套內表面通常製成凹槽形狀,有的是直線型凹槽,有的是螺線型凹槽。螺線型凹槽,產生助推的順流,而直線型凹槽,則阻礙順流。因而,直線型凹槽會導致較低的流速,但其機械剪下作用則更大。螺桿與其螺套之間的間隙距離,通常保持在最小程度,藉以減少滲漏流。
模頭
在螺套的終端,通常配裝具有各種形狀孔眼的模壓盤,一般被稱之謂模頭。模頭具有雙重功能:將擠壓料模壓成所要求的形狀;用作為阻流器,以增大擠壓機熟化作用區段內的壓力。確定模頭孔眼的幾何形狀,對於擠壓產品外形及質量有很重要的作用。已開發套用多種孔眼形式的單程模壓模頭,例如圓筒形孔眼模頭,狹槽形孔眼模頭,環狀形孔眼模頭,以及雙程模壓模頭。在雙程模壓模頭內的進料,來自兩台擠壓機單程模壓的出料口,可加工成具有雙重顏色或雙重味道的擠壓製品。
擠壓機特點
現代擠壓機的一個特點是向節能化方向發展。鋁材產品要降低成本,其中一個重要措施就是節能,擠壓機的功率都相當大,節能自然成為企業家的首選。明晟機械自主研發通過採用伺服系統節能控制和最佳化液壓迴路的設計,降低了鋁材在擠壓過程中的耗電量。其原理及優點如下:
(1)現有的擠壓機動力控制方式是使用6極或4極的定速交流異步電動機驅動變數柱塞泵和葉片泵。變數柱塞泵根據擠壓速度的需要改變油泵的變數機構實現調速功能;葉片泵提供輔助動作需要液壓驅動。其有如下缺點:
①主機在待機情況下會產生無用功。
②葉片泵在每次擠壓循環提供輔助動作時的實際工作時間只有十來秒,其餘時間都是通過溢流伐回油,會消耗一定的電能。
③油泵長時間在工作或空轉狀態使用壽命會縮短。
④主機在待機、電機和油泵在空轉時液壓油會產生熱量。
(2)擠壓機採用了伺服控制系統後,電機和油泵會根據擠壓機的工作狀態和擠壓速度要求,受PLC控制實時調整電機的運行狀況和所需的電機轉速,真實反映了主機所需的功率。從而減少了能量消耗,提高了油泵的使用壽命,降低了液壓油的溫度,改善了電力系統的功率因數,提高擠壓速度的控制精度。採用擠壓機伺服系統,能真實地反映擠壓機的用功功率和耗電情況,做到智慧型化控制。與舊液壓控制系統相比較,生產每噸鋁材節電15%~20%。
