
概況
CIE接力改善模式以流程分析為對象,融合接力賽和魔術共同的思想:表面上只體現有價值的流程部分,掩蓋對結果不產生直接影響的部分。識別流程中不增值內容,並通過一定的手法將不增值內容進行消除和處理,實現流程的浪費最小化,價值最大化。以實現最大化流程價值,提高最高化作業效率為主要目標,同時為大家理解精益理念,培養IE意識,提高現場改善能力等方面都提供可靠的借鑑作用。
模式來源
(1)接力賽於精益
接力賽是我們生活中常見的一項田徑運動,以4*100米接力賽為例:它是由四名運動員配合完成四個階段的快速短跑。短跑技術是一個不可分割的整體,為了便於分析,我們可以把它分為 起跑、 起跑後的加速跑和 途中跑三個部分。
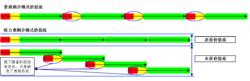
下圖為短跑元素劃分圖,將起跑和起跑後的加速跑兩個部分作為跑步前的準備階段,暫且稱之為“線下”準備環節,對比賽結果只能起到必要的作用,通過不斷訓練來減少起跑和加速跑的時間是每個運動員的必修課;將途中跑作為跑步的正式比賽階段,稱之為“線上”比賽環節,途中跑的速度是最直接對比賽結果產生影響的環節,也往往是為人們所關注的環節。
 接力改善模式
接力改善模式普通的跑步方法一般會按部就班的順序完成短跑的各個環節元素,如果用四個人完成400米的賽道,則是四個人順序各跑完100米,計時48s(平均每人12s),跑步過程見下圖(一般形式的跑步布置方法);當採用接力賽的跑步形式跑完400米賽道時,則時間只需要40s,跑步過程見下圖(接力賽式的跑步布置方法)。相同的距離下,採用接力賽模式比普通跑步形式節省時間8s。
 接力改善模式
接力改善模式為什麼在相同的距離下,採用接力模式完成整個賽道的比賽會比普通跑步模式節省時間。如下圖所示,普通跑步模式的賽道價值流由“線下準備階段”和“線上比賽階段”組成,將整個價值流都體現在人們眼前,由“線下準備環節”和“線上比賽環節”共同決定比賽結果;而接力賽模式的賽道價值流僅僅是“線上比賽階段”,將“線下準備階段”完美的隱藏了起來,使得體現在人們眼前的只有“線上比賽環節”,最終直接決定比賽成績的也只有“線上比賽環節”,大大提高了比賽成績。接力模式中並不是取消了必要的“線下準備階段”,而是表現形式發生了轉變而已。
 接力改善模式
接力改善模式接下來我們具體看一下在相同條件下,接力賽模式是如何實現高效率的完成比賽。如下圖所示,假設每個人起跑階段(紅色部分)速度都為1,比賽階段(綠色部分)速度為8,則在加速階段(黃色部分)要由速度1增加到8。第一個人的途中速度8,剛好是第二個人在預跑接力區所要達到的目標速度8,快或者慢都會影響比賽效率;那么這個8(預定速度),就是第一名運動員在接力區對第二名運動員的需求速度值,換句話說就是第一名運動員對第二名運動員的看板拉動速度值;速度值8之前的跑步為準備階段,稱之線下,8之後的跑步為比賽階段,稱之為線上,線上作業拉動線下作業。故接力賽也可比喻為看板拉動式比賽模式。
 接力改善模式
接力改善模式利用精益的角度去解釋接力賽模式。教練在確定了各個階段的目標速度8以後,根據選手的個人最佳速度,隊員之間的配合協調性等接力賽跑的接棒順序安排通常如下:第二快、第三快、最慢、最快,使各個環節的交接更加準時化。確定了每個隊員的參賽順序以後,那么教練便開始有針對性的讓每一個隊員進行各自部分的訓練,從起跑、途中跑到最後接力棒交接整個過程中的每一個動作都進行成千上百次的訓練,以達到自動化的目的。看板速度值的作用就是銜接第一名隊員和第二名隊員的速度,可以將其認為是交接指令速度。當然,如果整個400米賽道都是由一個人完成,自然用不上看板的作用了。這就為我們說明了看板的存在基礎是幾個階段的銜接配合前進(在生產線上我們稱之為流水線生產)。
因此,接力賽可以這樣描述:首先根據實際情況制定線上比賽速度,以此速度作為目標看板速度拉動線下準備速度;其次根據隊員之間的協調性、配合程度調整隊員參賽順序,達到準時化交接;對每一個隊員從起跑、途中跑到最後接力棒交接整個過程中的每一個動作都進行成千上百次的訓練,以達到自動化的目的。至此,一個以準時化和自動化為支撐,以看板目標速度拉動前端準備階段速度的接力賽體系構建成型。
模式沙盤
接力改善沙盤是接力模式在實際運用中的體現。
(1)沙盤簡介
 接力改善模式
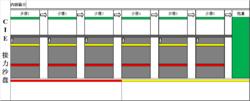
接力改善模式接力沙盤由五部分組成:結果,達成結果的各項步驟,不必要不增值共性活動存放區,必要不增值共性活動存放區,指令看板。 結果:沙盤最右邊綠色部分,用於填寫該活動最終要達到的結果;用於逆向拉動活動各項步驟,也是活動的目標所在。 達成結果的各項步驟:結果左邊的區域,由4、3、2、1四項步驟組成,各項步驟由指令看板進行逆向拉動緊密銜接;每項步驟內容由表頭、增值活動、必要不增值活動和不必要不增值活動四部分組成,在圖中由對應的顏色進行區分,增值活動為綠色區域,必要不增值活動為黃色區域,不必要不增值活動為紅色區域(見沙盤中步驟3)。 不必要不增值共性活動存放區:沙盤左下角紅色區域,用於存放活動各項步驟中的共性不必要不增值活動,進行統一處理。 必要不增值共性活動存放區:沙盤右下角黃色區域:用於存放活動各項步驟中共性必要不增值活動,進行統一最佳化並實現管理。 指令看板:指令看板分為步驟間指令看板和步驟內指令看板兩種;步驟間指令看板(深藍色看板)位於各個步驟之間,起到拉動各個步驟間的及時銜接和協調配合作用;步驟內指令看板(淺藍色看板)位於步驟內增值活動和不增值活動之間,用於實現步驟內線上增值活動對線下不增值活動的需求拉動作用,主要是為了保證必要不增值活動對增值作業的支撐的及時性;適用於計畫編排,方案制定,改善設計等方面,在活動流程價值流分類時不使用。
(2)使用方法
兩種狀態,線上線下;
兩類改善,消紅減黃;
兩個底框,模組支持;
兩種看板,逆向拉動。
兩種狀態,線上線下:首先對各項步驟內容進行增值活動和不增值活動識別,其次對不增值活動進行必要和不必要識別;規定增值活動為線上作業,將其填寫在錶盤中各步驟對應的綠色區域;規定不增值活動為線下作業,包括必要不增值和不必要不增值兩部分,將必要不增值填寫在沙盤中各步驟對應的黃色區域,將不必要不增值填寫在沙盤中各步驟對應的紅色區域。
兩類改善,消紅減黃:整個沙盤的改善分為兩類。第一類是對紅色區域不必要不增值活動的改善,要求全部剔除;第二類是對黃色區域必要不增值活動的改善,要求進行最佳化改善。
兩個底框,模組支持:沙盤最底下有兩個底框。一個紅色的,用於填寫整個沙盤中具有共性條件的不必要不增值活動,進行統一剔除;一個黃色的,用於填寫整個啥盤中具有共性條件的必要不增值活動,進行統一最佳化,最終形成各個模組,對線上的活動進行支撐。
兩種看板,逆向拉動:沙盤中具有兩種看板。第一種是步驟間指令看板(深藍色看板),用於實現各個步驟間的順利、及時銜接;第二種是步驟內指令看板,用於銜接增值活動和不增值活動,保證不增值活動對增值活動支撐的及時性和順暢性,在設計過程中起到關鍵性作用。
