什麼是綠微康生物打漿酶
綠微康生物打漿酶是一種造紙打(磨)漿專用的複合酶製劑,用於漿料的磨前預處理以改善打(磨)漿性能,可以綜合最佳化造紙生產過程,獲得節能和提升生產質量及效率的效果,提高生產效益。作用機理
通過對纖維內部進行分解,促進(打)磨漿過程中纖維的分絲和帚化,使打漿變得更容易,節省打漿能耗。通過對纖維表面進行改性,對纖維末端進行分化,促進纖維的潤脹,同時使纖維表面和末端的羥基和羧基增多,從而增強纖維之間的結合力,達到增強成紙性能、提高成紙品質的效果。通過生物酶對纖維的改性,纖維形態起明顯有益變化,無論是磨前或者磨後,其纖維表面均有更為明顯的分絲帚化,因此漿料的叩解度更易提高,同時表面細纖化有助於提高成紙物理性能和改善留著率,紙張成形時纖維間結合力更強。
綠微康打漿酶的作用特點
1、降低磨漿電耗。縮短磨漿時間或降低磨漿電流從而降低了磨漿電耗。2、節省原料的成本。保證了成紙質量,從而可以使用更多廉價漿料。
3、提高纖維得率。改善纖維分絲帚化,避免纖維在磨漿過程中被過度切割而使細小纖維在生產中流失。
4、改善污水質量。由於增強了纖維的吸附能力,細小纖維流失減少,白水循環系統變得乾淨,污水質量大大改善。
5、提高成紙的物理性能。通過纖維分絲帚化使纖維之間結合力增強,使成紙的質量得到提高。
6、提高紙機的運行能力。白水變得清潔可減少腐漿的產生,從而減少斷紙。
7、減少蒸汽用量或提高紙機的速度。纖維濾水性得到改善,紙張變得易乾,從而減少了烘乾部的蒸汽用量,或者可以提高紙機的速度以保持成紙的水分。
8、提高成紙表面質量。提高細小纖維的留著率和磨漿效果,改善紙頁的成形效果,使成紙變得更加平滑。提高紙漿的纖維管束帚化,減少印刷中的不著色現象。
9、節省化學品成本。減少化學品如助留劑和增強劑的用量。
 電耗
電耗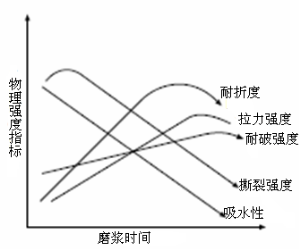
時間
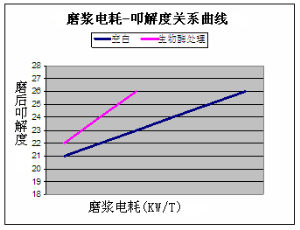
如圖表2、圖表3所示,經過生物酶處理後的漿料在更短的磨漿時間內獲得更高的叩解度,而較短的磨漿時間有助於成紙獲得較好的物理性能指標,生物酶本身的作用也可在相同的叩解度下提高成紙強度。
綠微康生物打漿酶工藝參數及流程
適用溫度:25oC-70oC最佳為40oC-60oC
適用pH值:4.5-9.0最佳為5.0-7.0
作用時間:30分鐘以上最佳為60-120分鐘
生物酶用量:100-500g(ml)/t絕乾漿視實際工藝和產品而定
以上各條件相互影響和制約:最佳的溫度和pH值可減少作用時間和酶的用量;而更長的作用時間亦可減少生物酶的用量;反之適當的提高用量可使條件受限時使用生物酶成為可能。綠微康會根據每個廠具體的工藝確定最佳的使用方案。
綠微康生物打漿酶使用方法
本產品為液體或固體粉末,根據紙漿原料和工藝、設備的不同選用合適產品,生物酶的添加方法也有所差異,可主要分為以下兩類:一、紙廠自己製漿、直接供漿的生產線
添加地點:最後一道洗漿機出漿口和叩前池進漿口之間可能的位置——此處添加目的在於:洗漿後漿料獲得適宜的溫度和PH值,叩前池可使生物酶獲得足夠的停留時間。
添加方法:根據送漿方式和流量,把生物酶配製成易於準確操作的溶液,然後用計量泵同步加入漿料中。
二、採用廢紙和外來漿板的生產線
添加地點:碎漿機——由於此類原料製漿工藝的特點,一般情況下其溫度和pH值均可適合生物酶使用,在此處添加有利於生物酶得到充分的攪拌和反應時間。
添加方法:根據碎漿方式的不同分兩種情況:
連續碎漿:根據碎漿產量,把生物酶配製成易於準確操作的溶液,然後用計量泵同步加入碎漿機中。
間歇碎漿:根據每次碎漿量稱取足量的生物酶,直接投入碎漿機中。
包裝貯存
包裝規格:25KG/桶;或根據用戶要求進行包裝。
貯存:建議貯存在陰涼、乾燥、通風的環境中,避免雨淋、暴曬、冷凍;長期存放需冷藏;25℃以下保質期12個月。
使用注意事項
生物酶必須在適用的條件範圍內使用,超出範圍則生物酶失去活性。系統中不應有殘氯,通常條件下如含有殘氯可能會影響酶的活性導致用量增加,可以使用添加化學中和劑的方法去除殘氯。
按工藝要求嚴格控制生物酶的用量,使生物酶效果最大化。
試驗生物酶時,周期為2-5天。初期由於生產系統的干擾因素(如細小纖維正在逐漸減少、管道中腐漿去除等過程),有可能未能獲得預期的效果,所以1-2為調整期,2-5天為生物酶的試驗期。
生物打漿酶是一種複合的活性蛋白,應在乾燥陰涼處貯藏。開封后的包裝應重新密封存放。
