
分類
平刃剪下機按其剪下方式可分為上切式和下切式兩種。
上切式剪下機的特點是下刀刃固定不動,剪下軋件的動作由上刀刃來完成;下切式剪下機,其上、下兩個刀刃都是運動的,但剪下軋件的運動是由下刀刃上升來完成的。
平刃剪下機還可分為閉式剪下機和開式剪下機。閉式剪下機的機架位於刀刃的兩側,通常做成門型,剛性好,剪下斷面大,但不易觀察剪下情況,不便於設備的維修和事故處理;開式剪下機的機架位於刀刃的一側,通常做成懸臂式的,剛性較差、剪下斷面小,但是便於檢修維護和事故處理。一般大噸位剪下機採用下切式,小噸位剪下機採用上切式。
結構
上切式剪下機
 上切式剪下機
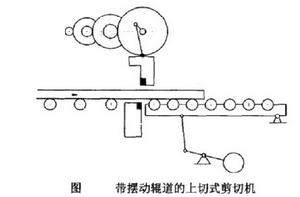
上切式剪下機上切式剪下機通常是曲柄連桿結構,其特點是結構和運動較 為簡單。但被剪下軋件易彎曲,剪下斷面不垂直。因此,當剪下較厚軋件(31~60mm)時,在剪機後邊需要增設擺動輥道,如圖所示。擺動輥道的升降是隨上刀合動作的,其本身沒有驅動裝置,剪下時,上刀壓著軋件一起下降,迫使擺動輥道也下降,當剪下完成後,上刀台上升至原始位置時,擺動輥道在平衡裝置的作用下回升至原始位置。
下切式剪下機
 下切式剪下機
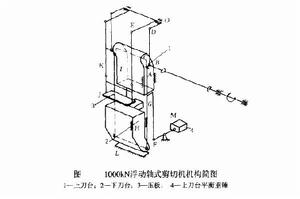
下切式剪下機下切式剪下機廣泛套用於剪下斷面大於30~ 60mm的鋼坯。 剪下過程是:剪下開始時,上剪刃首先下降,當壓板壓住鋼坯並達到一定壓力後,即行停止,其後是下剪刃上升進行剪下。剪下後,下剪刃首先下降回到原始位置,接著上剪刃上升到原始位置。剪下機構如圖所示,下刀台在上刀台的垂直導軌中移動,而上刀台架則在剪下機機架的導軌中移動。剪下時機架不承受剪下力和作用於剪刃上的側向推力。傳動的迴轉雙曲柄ABC安裝在上刀台上, 雙偏心曲軸的一個偏心則通過連桿G與下刀台H的鉸鏈軸連線,當雙偏心軸迴轉時,下刀台H沿著上刀台I中的滑道移動,使上下刀台相對移動,實現剪下。為了保證剪下斷面規整,剪機設有壓板J,壓板通過緩衝器及連桿K連線至壓板槓桿OE的O端。O端固定於機架上。
剪下過程
 剪下過程
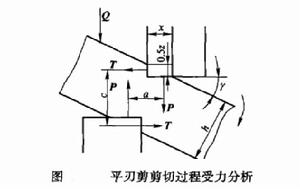
剪下過程軋件的剪下過程,可分為兩個階段:壓人變形階段和剪下滑移 階段。如圖所示,在剪下過程中,軋件受到三個力的作用:剪下力(P)、側推力(T)和壓板力(Q)。在這三個力的作用下軋件處於平衡狀態。在剪刃與軋件接觸後,隨兩剪刃壓入軋件,使軋件產生塑性變形。在由剪刃對軋件的壓力(P)組成的力矩(Pa)作用下,使其沿圖示方向轉動。但軋件在轉動中,受到由剪刃側面給軋件的推力構成的力矩(Tc)和壓板力構成的力矩(Qb)阻擋,力圖阻止軋件轉動。剪刃逐漸壓入,壓力不斷增大,當剪刃壓人深度達一定值時,即壓力(P)增加到等於沿剪下截面的剪下力時,軋件沿剪下截面開始滑移,即由壓入階段轉為滑移階段。在此階段中,隨壓人深度增加,剪下力減小。當壓人深度達到一定值時, 軋件斷裂。
剪刃尺寸
 剪刃尺寸
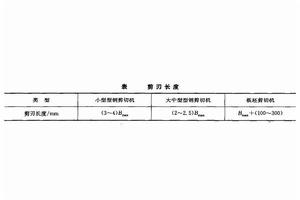
剪刃尺寸剪刃尺寸包括剪刃長度、高度和寬度。這些尺寸主要根據被剪金 屬的最大截面尺寸來選定。剪刃長度可按右表確定,其中,B為被剪金屬的最大寬度。
剪下次數
 剪下次數
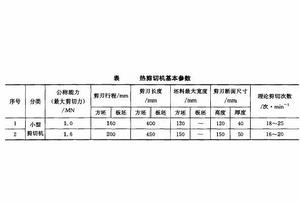
剪下次數剪下次數是表示剪下機生產能力的參數。剪下次數有理論剪 切次數和實際剪下次數。理論剪下次數是指剪下機在每分鐘時間內連續運轉可實現的剪下次數,該值取決於剪下機的結構。實際剪下次數總是小於理論剪下次數,因此,在選擇剪下機時,實際剪下次數應保證在軋制節奏時間內,剪完工藝規程規定的全部定尺和切頭、切尾。如圖為熱剪下機基本參數。
