
簡介
在工業生產領域,動態配料秤的套用十分廣泛,其主要有:定量皮帶秤和失重(秤)式給料機。由於定量皮帶秤在此小計量範圍的配料精度不能確保。且防塵性(密閉性)上較差,直接影響產品的質量和環境;而失重(秤)式給料機,它沒有粉塵外逸,對環境沒有污染;在此小計量範圍的配料精度經專業人員設計應可以確保。
失重秤屬於動態配料秤,是以物料流量作為控制對象,它適用於物料連續供給的配料場合。凡是粒度較均勻的散狀物料都可用失重秤進行配料。它的工作原理是當料斗向外排料時,儀表通過測量並計算單位時間內料斗中物料的重量之差與單位時間的比值從而得出物料的流量,此流量與設定點比較,如果存在誤差,則儀表的PID調節系統改變控制信號的大小,從而改變給料設備的出料量,以使出料量與設定點一致。
失重秤的組成
秤上方為料倉用於存放物料,金屬結構或混凝土結構都可以,保證能存儲足夠的物料以充分地向失重秤供料。失重秤不包括上部料倉,料倉由用戶自備。
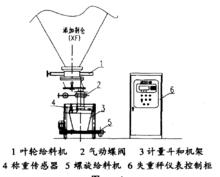
1、葉輪給粉機
葉輪給粉機用來把存放在料倉中的粉料,儘快、連續、均勻向計量斗供料。當計量斗中粉料到上限時,葉輪給粉機停止給料;當計量斗中粉料到下限時,葉輪給粉機開始給料。
2、氣動碟閥
氣動碟閥用來控制粉料向計量口內添加。氣動碟閥停止運行時不能向計量斗內漏料。否則將影響失重秤的正常運行。
3、計量斗
計量斗是失重秤的重要組成部分,物料在計量斗內向稱重感測器施載入荷,感測器將重量信號轉變成電信號送至失重秤儀表。它的容積大小、外型機構、斗體的強度和剛性都會影響失重秤的計量性能。
首先,我們研究計量斗的容積大小對失重秤的影響。在失重秤工作過程中,當料斗內的物料達到低料位設定點時,儀表將控制閘門打開,向料斗加料。在加料過程中儀表將PID控制信號鎖定在加料開始時的幅值上以維持配料的連續性,當計量斗內的物料達到高料位設定點時,儀表重新開始控制配料。在加料期間物料的密度將增大,因此在同樣的控制幅值下,物料的流量也增大。為了更精確的配料,儀表還設有密度補償功能,在加料期間,儀表適當減小PID控制幅值,以消除物料密度的變化。儘管如此,我們還應採取措施儘量減少加料時間並增大計量斗容積以減少加料次數。但計量斗的增大還受感測器和儀表解析度的限制,失重秤測量流量是用單位時間內計量斗物料的重量之差與單位時間相比而得出流量的,為了使失重秤的反應迅速,單位時間的間隔應足夠短,單位時間內計量斗物料的重量差值很小。電阻應變式感測器的分度數一般為4000~6000,其解析度隨著感測器量程的增加而降低。因此計量斗的容積應滿足在最大流量下的卸料時間應在5~120min之間。大於3h的卸料時間失重秤的抗震性能大為降低,基本不能正常工作。另外在設計計量斗時應注意儘量提高物料淨重占感測器總量程的比例,這樣有利於提高失重秤的解析度。
由於失重秤自身特點決定了它應工作在震動較小的環境下,而且自身不產生震動。我們知道散狀物料不像水一樣能保持表面的水平狀態,在物料從計量斗不斷流出時,會破壞物料的穩定狀態,形成劇烈波動現像。劇烈波動之後物料又暫時達到一個新的穩定狀態,然後又波動,如此反覆必然會對失重秤產生衝擊力,使流量產生波動。如果物料的流動性好,波動造成的影響可以忽略。如果物料的流動性不好,波動造成的影響必須予以消除。將相同容積的計量斗做成細長圓筒狀效果會更好。另外計量斗下部的錐型部分其錐度應大於45。,這樣可防止物料長時間堆積在出料口附近而結塊,從而堵塞出料口。
4、稱重感測器
稱重感測器的性能直接影響著失重秤的性能,因此感測器應選擇精度高、線性及重複性好、蠕變及滯後小、溫飄小的感測器。感測器的量程應根據計量斗的容積和計量斗自重來選擇,以有利於提高失重秤在低流量下的解析度和流量反映速度。
5、給料設備
給料設備負責將物料從計量斗拖出,給料設備應有較寬的流量調節能力且運行平穩。給料設備一般常用電磁振動給料機和變頻調速螺旋給料機。電磁震動給料機的優點是投資少、重量體積小、簡單易維護。缺點是控制性能差。變頻調速螺旋給料機具有優良的調速性能,流量與控制信號呈線性關係,而且運行平穩,尤其作為出料設備配料精度可達4-0.2% 。故設計選用變頻調速螺旋給料機。
6、失重秤儀表
失重秤儀表選用XR2104B失重秤專用儀表,XR2104B是一種先進的智慧型型微機處理器控制儀表,功能強大,以人機對話的形式對儀表進行各項操作,界面友好,操作簡單。設備外形布置見圖1。
 失重計量給料機
失重計量給料機技術參數
(1)輸出能力(kg/h):0~60
(2)有效容積(m ):0.061
(3)物料名稱:添加劑
(4)物料容重(t/m ):1.0
(5)感測器規格(kg):50(9363)
(6)感測器激勵(V AC/DC):10
(7)感測器數量(只/台):3
(8)稱重控制器(只/台):l(XR2104B型)
(9)儀表供給電源:220V/AC/50Hz
(10)輸入/輸出(mA):4~20
(11)葉輪給粉機功率(kW):2.2
(12)螺旋給料機功率(kW):0.37
(13)系統誤差:≤ ±0.5%
操作
1、手動操作
給料機接通主電源前,要注意檢查各按鈕開關位置,使之處於斷開位置,在控制柜上使給料機工作方式選擇開關(ISAI)處於“就地”位置,控制櫃中的總電源開關1QF及其他斷路器置於斷開位置。檢查機械秤體部分有無異物卡住或其它影響開機故障。
檢查機械部分正常後,閉合開關“IQF”及“IQFI P9。此時螺旋給料系統控制櫃內變頻器得電,變頻器上的LED顯示相關信息。操作變頻器面板可以顯示輸出端運轉頻率,電流、電壓、線速度、轉矩等相關參數,也可以顯示變頻器的輸入狀態。輸入端連線是否錯誤或斷線等信息,但此時現場的輸送電機應不運轉。在控制櫃中給儀表送電:將“IQF2”置於“合”的位置,儀表XR2104B得電並有顯示,流量為零。控制電源送電:將“IQF3”置於“合”的位置。此時運行前準備工作就緒,注意觀察系統有無異常及故障情況,如有報警需檢查故障原因並及時排除故障。設定變頻器參數,使變頻器操作方法設定在“端子信號操作”狀態,頻率設定命令設定在“鍵盤操作”狀態。最高頻率設定在50Hz,基本頻率也設定在50Hz。
啟動給料機:在控制柜上按下“輸送機啟動”(ISBI)按鈕,螺旋給料系統IKAI繼電器吸合,變頻器啟動信號閉合,此時給料機運行。輸送機運行指示燈IHLI點亮。在變頻器操作面板上按頻率增大按鈕使變頻器輸出頻率增大,輸出電壓電流發生變化且現場電機的轉速也發生相應變化。
啟動氣動閘門:給料機啟動後,控制柜上按下“閘門開”(ISB3)按鈕,2KA1繼電器吸合,氣動閘門打開;按下“閘門關”(1SB4)按鈕,則氣動閘門關‘閉。
儀表參數設定:在運行一段時間皮帶驅於穩定後。可對XR2 104B儀表參數設定,如輸入儀表小數點位置、秤的單位、秤容量、感測器容量及其靈敏度,低流量報警設定等原始參數(初次使用時需輸入原始參數,正常使用時一般不要隨便改變或重輸入這些原始參數)。
PID自動控制的調整:首先將變頻器的頻率設定命令設定在“電壓和電流輸入”狀態,XR2104B儀表處於“自動”狀態,通過鍵盤設定給料量設定值,則系統進行自動恆量給料狀態,適當調節PID參數,使系統回響快、超調小,達到最佳控制狀態。XR2104B儀表根據給料量設定值,通過輸出4~20mA信號控制變頻器、自動調整皮帶機轉速,使動態流量儘可能接近設定值,同時儀表顯示出控制誤差值。
故障處理及信息顯示:在控制柜上指示燈,分別代表電源指示、螺旋輸送機運行指示和氣動閘門開指示。出現故障,檢查處理相應故障後方可再重新啟動給料機。
2、自動控制
進入自動工作方式之前,請注意將所有給料機按上述類似的方法進行調試,只有經調試確認每台給料機完全工作正常後才可進行自動工作。需自動運行,系統全部送電,這時將控制柜上的操作旋鈕旋到遠程位置,此時螺旋給料系統的1KA0繼電器吸合。在接收到遠程啟動信號後,輸送機自動運行,氣動閘門自動打開。
系統指示燈意義:系統電源指示燈亮,系統控制電路得電;輸送機運行指示燈亮,輸送機正在運行;氣動閘門開指示燈亮,氣動閘門打開。在接到遠程停止信號時,系統將停止輸送機,氣動閘門將關閉。
由於國內耐火材料行業與國外已開發國家的相比存在較大的差距,隨著我國耐火材料行業的長足發展,預計小計量失重式給料機將會在此行業得到更多更廣泛的套用。
