生產線分類
簡易型、半自動型、全自動型三種。簡易型主要由無重力混合機、乾粉料倉、包裝螺旋等構成。該生產線投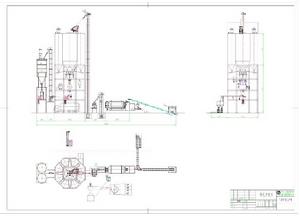
成套配置:
年產兩萬噸左右的砂漿生產線,一般情況下會用到4-6個原料罐,其中兩個大罐用於裝放散裝水泥和粉煤灰,其餘小罐用於裝放輕鈣、重鈣、砂、小料等。散裝水泥和粉煤灰進罐不需要提升設備,依靠泵車打入。散裝粉煤灰倉一般為圓筒支架結構,其上部有除塵設備,防止粉塵泄漏,下部裝有破拱裝置,防止粉料結塊,使粉料卸出順暢,並裝有料位感測設備,可隨時掌握倉內物料使用情況。
輕鈣、重鈣、砂、小料等需要使用斗式提升機提入小罐,巧妙的物料分配系統支持一個斗式提升機分配式作業,從而避免了資源浪費。計量系統在計量螺旋的配合下,把料倉中的原料導入計量倉,通過感測器的數據反饋,實現原料計量。計量好後的物料,通過螺旋輸送機導進主斗提機,提升到混合機上部待混料倉中。待混倉為氣動大開門型,可以迅速將待混物料放入無重力混合機,實現乾粉砂漿連續生產。
無重力混合機的混合速度相當快,一般情況下8分鐘即混合均勻,產能非常高。
東部地區以前習慣採用立式混合機,該混合機對密度差異不大的物料,效果比較好,如果幾種物料密度差異太大,會產生分層現象。
工作原理
一對相對旋轉的主軸帶動槳葉旋轉,將物料按一定角度拋向空間層面,粒子在空間流動層產生瞬間失重,離心力和重力相互抵消(失重狀態下物料密度差異對混合均勻度無影響),相互混入對方區域內,在中間層面形成一個流態化的失重區,主軸周圍形成旋轉渦流。底部形成一個物料平移流動層,物料在底部沿軸、軸向移動。物料在徑向力和軸向力的雙重驅動下,呈三維複合運動,從而形成全方位複合循環,迅速達到均勻混合目的。在混合機裡面混合好的成品通過氣動快開門,迅速放到成品料倉進行緩衝、儲存。成品料倉與包裝機之間通過軟連線進入包裝機計量、打包。產量特別大的用戶,可以在包裝機後部工序增加皮帶輸送機,直接將成品輸送到成品區域或者卡車。
注意事項
整個生產過程中最容易出現粉塵的地方在斗提機入口、包裝機出口處,這些粉塵需要袋式除塵器來解決。符合環保指標,選擇一個好的除塵器是關鍵。除塵器技術參數:
規格型號 過濾面積(m²) 塵埃濃度(g/m³) 過濾風量(m3) 阻力(H20mm) 效率(%)
MC24-II 18 <15 2160-4320 120-150 99.5
MC48-II 36 <15 4320-8640 120-150 99.5
MC72-II 54 <15 6480-12960 120-150 99.5
MC96-II 72 <15 8640-17280 120-150 99.5
MC120-II 99 <15 10800-21600 120-150 99.5
稱重控制系統
乾混砂漿在我國是一種新型環保建築材料,其優越的產品性能已被廣泛認識。相對於傳統的建築材料和施工方法,是一個革命性的變革。必將使我國的建築物和使用效果產生質的飛躍。乾混砂漿是根據不同用途,由多種物料、按不同配方和相應的工藝方法進行生產的。其中,按工藝要求和各種物料的配方比例,進行準確地配料,是保證產品質量和生產線正常運行的技術關鍵。我們在引進國外先進技術的基礎上,長期研究各種物料的特性,積累了較為豐富的實踐經驗,較好地解決了快速、準確配料的問題。
基本原理
由稱重感測器,接線盒,儀表三部分組成。乾粉砂漿稱重系統原理示意圖請看原理示意圖。
計量配料系統
首先應認真研究所用各種物料的特性,包括:物料的品種,各自的流動特性、配料量、容重、粒度,水分等。根據工藝設計要求和生產節拍,確定技術方案。包括:加料順序、快速和精密加料設備形式及配置、稱重計量倉的材質,容積、倉錐角、進、出料閥門、軟聯結、稱重感測器的型號規格及安裝調整方式、儀表的計量配料顯示及控制等內容。設計要點
1、 原料倉上設上下料位計,控制上料裝置的啟停。 保證有充足的物料能連續的供給加料設備。 2、 加料裝置 乾混砂漿所用原料較多,原料倉數量也多,(如:主料倉9套,輔料倉6套,計量配料倉2套。)輸送加料距離較遠,適用於密閉的螺旋給料機作為加料裝置。 流動特性較好的物料,一般用規格較大的螺旋給料機作為快速加料;規格較小的精密螺旋給料機作為精加料。兩者的工作時間及工作方式、提前關閉時間,在現場調試時確定。 為了保證連續穩定地加料,螺旋給料機的轉速不宜很高,螺距與直徑比一般應≤0.5。作為精加料的精密螺旋給料機,最好加一套變頻器,在接近額定量時,轉速逐漸變慢至停止。此種設計方案,加料準確度一般能達到±0.3%以上。 為了保證生產節拍,作為快速加料的螺旋給料機規格應大些,其加料能力應不小於額定量的130%。 由於螺旋給料機出料的脈動性,螺旋給料機停止後可能出現塌料而影響配料的準確度。其出料口處,應設一快速截止閥門,在螺旋給料機停止的同時,截止閥門快速關閉。 對原料倉出口與計量配料倉的進口水平距離較近的加料裝置,可採用精密分格輪給料機組和順暢的溜槽,作為加料裝置。計量配料倉設計要點
在保證剛性充分(尤其是稱重感測器安裝、支撐部分)的前提下,計量配料倉系統的重量要儘量輕便;其有效容積為各種配方物料體積總和最大值的110—120%;倉錐角按其中流動性最差的物料能自由順暢的滑下的角度設計。如果倉錐角設計的太小,易出現倉內物料排不乾淨,儀表顯示不回零而不能自動進入下步程式的停止狀態,而使自動生產線中斷的後果。對於流動性非常差的物料,可以在倉的中、下部設若干套單向噴氣嘴助流;也可以採用柔性料倉;為減小摩擦阻力和提高防腐能力,可設計一種可方便更換的不鏽鋼內襯;計量配料倉與稱重感測器連線部分應有調高、限位、預支撐裝置;3個稱重感測器必須對稱均布,使之受力均衡;計量配料倉一般設計一圈環形板,一則增加剛性,而則放置標定砝碼,方便標定。稱重感測器的選定
稱重感測器是計量配料倉的核心部件之一。其特性參數的正確選定對保證計量配料的準確性至關重要。其主要特性參數包括:安裝形式、額定負荷、最大允許負荷、靈敏度、供橋電壓、解析度、重複性、滯後、溫度影響等。其中額定負荷的選定一般為計量配料倉的總皮重和最大稱量量(各種物料最大工藝配料量的總合)的120%;如選的規格太小,因加料過程中產生的衝擊載荷和偶然因素,可能造成稱重感測器損壞;如選的規格太大,則解析度不夠,影響準確性。稱重感測器計量配料倉的標定
1)、線性標定 按額定總料量,準備足夠數量和細度的標準砝碼。砝碼擺放位置要對稱。非對稱擺放時,最好放在有效支撐面以內。並準備好經檢驗合格的儀表。所分辨的單位顯示值一般應不大於允許絕對值的1/5。 鑑別力測試:將額定總料量的0.03%的砝碼,放置在倉上,儀表應有顯示。 按額定總料量的20%;40%;60%;80%;100%的5個點,(也可以按20%;60%;100%的3個點)分別計算出應載入的砝碼量,因為砝碼不可分割,所以應圓整為接近值,並計算出所占的百分比值(參考)。 計算出各相應點的標準值。 按額定總料量的大約0%;20%;40%;60%;80%;100%(或大約0%;20%;60%;100%)對應砝碼的順序分別依次載入,並記錄出儀表顯示值。再按大約100%;80%;60%;40%;20%;0%;(或按大約100%; 60%;2 0%;0%)對應砝碼的順序分別依次卸載,並記錄出儀表顯示值。該載入和卸載過程進行3次。其實測記錄值與計算的各相應點的標準值進行對比,其差值的絕對值的最大值為絕對值誤差。該絕對值誤差與該點的標準值的百分比值,為該倉的相對值誤差,即準確度。 如用戶要求做實物標定,可用高精度衡器作為標準器,進行檢驗。 2)、控制誤差檢驗 對標定合格的計量配料倉進行控制誤差的檢驗,實際上是對加料裝置的控制準確度的檢驗。其中包括機械結構和儀表運行程式的科學性、可靠性、穩定性。可以按各種物料的工藝配料量,按配料順序,逐個進行核對檢驗。允許對有關參數進行調整,直至滿足配料準確度要求。配料工作順序
按工藝配料順序,啟動加料裝置。先快速向計量配料倉加料至接近值時(具體值調試時確定),快速加料裝置停止。精加料裝置繼續加料,逐漸接近配料量,考慮到懸浮量,精加料裝置提前逐漸減速停止(提前量調試時確定)。同時截止閥立刻關閉,截住可能出現的塌料。儀表隨時跟蹤下料量,精加料裝置停止後,延時Δt秒,待靜止後,儀表穩定的顯示值,為第一種物料的工藝配料量。緊接著,第二種物料開始先快速向計量配料倉加料……重複上述程式直至完成全部配料過程。考慮操作者的操作習慣和具體要求,也可手工點動精加料。 計量配料倉的配料工作全部完成後,倉底的斜口密封閥門自動打開,計量配料倉的物料通過軟聯結和管道排入混合機。物料排空後,儀表回零,斜口密封閥門自動關閉。進入下一個配料循環。如果物料不能及時排空,斜口密封閥門則不能自動關閉。就不能進入下一個程式。此時,噴氣嘴自動向斜下方噴氣,將料排出。如果是柔性倉,則自動啟動按摩裝置,將料排出。 斜口密封閥門非常重要,可以實現全密封。如果倉底閥門密封不好,有泄露,不僅影響配料的準確性,而且現場粉塵太大,污染環境。套用
一、工地現場設備由數位化感測器、數位化接線盒、乾粉砂漿智慧型儀表,(電腦終端,大螢幕顯示等,可選。)組成。 二、監控砂漿儲料罐的重量、充料/缺料狀態。成套配置
年產兩萬噸左右的砂漿生產線,一般情況下會用到3-6個原料罐,其中兩個大罐用於裝放散裝水泥和粉煤灰,其餘小罐用於裝放輕鈣、重鈣、砂、小料等。散裝水泥和粉煤灰進罐不需要提升設備,依靠泵車打入。散裝粉煤灰倉一般為圓筒支架結構,其上部有除塵設備,防止粉塵泄漏,下部裝有破拱裝置,防止粉料結塊,使粉料卸出順暢,並裝有料位感測設備,可隨時掌握倉內物料使用情況。輕鈣、重鈣、砂、小料等需要使用斗式提升機提入小罐,巧妙的物料分配系統支持一個斗式提升機分配式作業,從而避免了資源浪費。計量系統在計量螺旋的配合下,把料倉中的原料導入計量倉,通過感測器的數據反饋,實現原料計量。計量好後的物料,通過螺旋輸送機導進主斗提機,提升到混合機上部待混料倉中。待混倉為氣動大開門型,可以迅速將待混物料放入無重力混合機,實現乾粉砂漿連續生產。在混合機裡面混合好的成品通過氣動快開門,迅速放到成品料倉進行緩衝、儲存。成品料倉與包裝機之間通過軟連線進入包裝機計量、打包。產量大的用戶,可以在包裝機後部工序增加皮帶輸送機,直接將成品輸送到成品區域或者卡車。
