
主要機構
 大白扣機
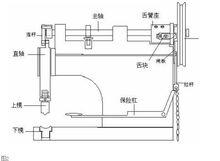
大白扣機⑴ 整機由帶輪、舌簧座、舌塊、主軸組成動力傳遞機構。
⑵ 由曲柄、連桿、直軸、上下模組成衝壓機構。
⑶ 由保險槓、閘板、拉桿組成啟動控制機構。
帶輪套裝在上軸上空轉,舌塊座固定在上軸上,舌塊安裝在舌塊座內,被閘板和頂簧所左右,當閘板被踏腳板拉動下移,閘板就釋放舌塊,舌塊與帶輪撞合時,主軸就被帶輪帶動旋轉,並通過曲柄滑塊機構使直軸上下運行。安裝在直軸下端的上模就隨直軸上下衝壓一次,與安裝在機座上的下模配合,對金屬扣進行衝壓,把它固定在面料上 。
分類與安裝
 大白扣機
大白扣機要把不同的金屬扣件裝釘在衣物上,需要用不同的模具,一般模具有以下幾種:
1. 5爪扣模具——上下模兩副,五爪扣一般用在童裝上,鈕扣小巧,拉力輕。
2. 4件扣模具——上下模兩副,4件扣常作為夾克﹑休閒服的鈕扣,使用方便,裝飾性強,也用於包類蓋子的扣合上。
3. 工字扣模——上下模一副,工字扣為牛仔褲腰鈕扣,有不同的形狀設計。
4. 氣眼模——上下模一副,由於氣眼大小規格不同,氣眼模有各種不同的規格。
 大白扣機
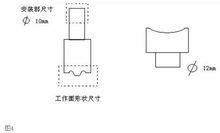
大白扣機模具的尺寸分裝配尺寸和工作面形狀尺寸,裝配尺寸視機器而定。如BERY-808(河南佰睿機械廠生產),上模的裝配尺寸10mm,下模為12mm。而工作面形狀尺寸,由於各種鈕扣不同,所以模具的尺寸也比較複雜。
上下模安裝好後,要檢查直軸運行到最低時,上下模是否相碰。上模最低時不能與下模相碰,應留有0.2~0.5mm間隙,視面料的厚度和鈕扣安裝後的牢度而定(可調節沖頭軸上的裝模螺栓),並且上下模的中心一定要對齊 。
質量標準
 大白扣機
大白扣機1.安裝後的金屬扣表面不能有任何損傷﹑變形現象;
2.鈕扣和衣物要牢固接觸,不能有鬆動和可旋轉現象;
3.被衝壓的一、二部件及三、四部件的接合處要圓順牢固。
使用技巧
1.開機後要試運行操作,以確定機器不會發生連續衝擊現象。
3.工作時要注意力集中,不能開小差。
3.決不能為了加快速度而把保險槓拆除。
4.要經常在帶輪與主軸旋轉處加潤滑油。
5.上下模使用後要妥善保存,以便下次使用 。
常見故障診斷
| 故障現象 | 故障判斷 |
| 機器發生連續衝擊 | 帶輪與主軸咬死 |
| 滑板卡住,不能上升分離舌塊 | |
| 滑板拉簧斷,不會自動上移 | |
| 帶輪反轉或電機反轉 | |
| 機器沒有衝擊動作 | 滑板沒有拉下 |
| 舌塊斷落 | |
| 舌簧斷(不能把舌塊頂出來) | |
| 衝壓後,金屬扣表面有損傷點 | 一、二部件下模工作面有異物或損傷點 |
| 鈕扣鬆動 | 上模安裝過高 |
| 鈕扣安裝後發現安裝處面料破損 | 上模安裝過低 |
| 鈕扣裝釘後易脫落,檢查時發現被衝壓的金屬管接合處不圓順牢固 | 上下模中心沒對準,上模工作面圓孤變形,粗糙度變差 |
