
簡介
多絲埋弧焊是一種既能保證合理的焊縫成形和良好的焊接質量,又可提高焊接速度的有效方法。
產品分類
多絲埋弧焊可以分為:多電源串聯多絲埋弧焊,單電源並聯多絲埋弧焊,多電源串並聯多絲埋弧焊等類型。
多電源串聯多絲埋弧焊
雙電源串聯雙絲埋弧焊
 雙電源串聯雙絲埋弧焊
雙電源串聯雙絲埋弧焊雙電源串聯雙絲埋弧焊一般採用縱列式,根據焊絲間的距離不同又可分成單熔池和雙熔池(分列電弧)兩種。單熔池兩焊絲間距離為3~22mm,兩個電弧形成共同的一個熔池和氣泡,前導電弧保證熔深,後續電弧調節熔寬,使焊縫具有適當的熔池形狀及焊縫成形係數,為此可大大提高焊接速度。同時,這種方法還因熔池體積大、存在時間長、冶金反應充分,因而對氣孔敏感性小。
最常採用的布置或是一根前導的焊絲(反極性)和跟蹤的交流焊絲,或是兩根交流焊絲以避免磁偏吹。直流/交流系統利用前導的直流電弧較大的熔深,來提供較高的焊接速度,而通常在略低電流下正常工作的交流電弧,將改善該焊縫的外形和表面光潔度。
多電源串聯多絲埋弧焊
 多電源串聯多絲埋弧焊
多電源串聯多絲埋弧焊前導焊絲採用大電流、低電壓保證良好的熔深,跟蹤焊絲採用小電流、大電壓以得到光潔的焊縫表面,中 間焊絲的焊接規範在上述兩者之間。這種工藝熔深更大,熔敷速度更高。
多電源串聯多絲埋弧焊現在最多的已增加至6電源串聯6絲埋弧焊.通常第一根焊絲使用直流或交流,後面跟蹤焊絲都採用交流以避免磁偏吹.這種工藝焊接速度非常高,對設備的要求也非常高。
多電源串聯多絲埋弧焊主要用於管道的焊接,根據套用情況可以分為管道長直縱縫外焊, 管道長直縱縫內焊, 螺旋焊管外焊, 螺旋焊管內焊等不同類型。
單電源並聯多絲埋弧焊
單電源並聯雙絲埋弧焊
 單電源並聯雙絲埋弧焊
單電源並聯雙絲埋弧焊該方法實際是用兩根較細的焊絲代替一根較粗的焊絲,兩根焊絲共用一個導電嘴,以相同速度且同時通過導電嘴向外送出,在焊劑覆蓋的坡口中熔化.這些焊絲的直徑可以相同也可以不相同;焊絲的化學成分可以相同也可以不相同。焊絲的排列以及焊絲之間的距離影響焊縫的形成及焊接質量,交直流電源均可使用。兩焊絲平行且垂直於母材,相對焊接方向,焊絲既可縱向排置也可橫向排置或成任意角度。並列雙絲焊設備簡單,初始投資成本低,熔敷率高,焊接速度快,可減低焊接熱輸入量,減少焊接變形 。
集成冷絲埋弧焊
 集成冷絲埋弧焊
集成冷絲埋弧焊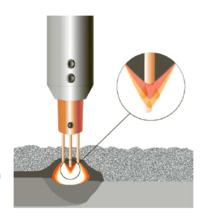 伊薩公司集成冷絲埋弧焊工作原理
伊薩公司集成冷絲埋弧焊工作原理集成冷絲埋弧焊。它是在兩根平行的熱絲中間插入一根冷絲,利用熱絲多餘的熱量來熔化冷絲。它是伊薩焊接與切割設備有限公司在埋弧焊領域的最新突破性技術發展 ,能夠大幅度提高生產效率,增加焊接速度,降低焊劑消耗,降低熱輸入量和變形,節能,更高效率打底,更平滑蓋面。
多電源並聯串聯結合
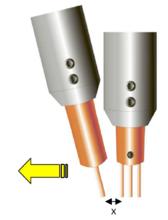
串聯和並聯還可以結合起來以便發揮各自的優點,比如說下圖所示的工藝可以利用前導的單絲增加熔深,後面的集成冷絲埋弧焊增加熔敷率,採用這種工藝熔敷率比單絲埋弧焊可增加約3倍,還可以增加焊接速度,降低焊劑消耗,降低焊接熱輸入量,降低焊接變形,節能,更高效率打底和更平滑蓋面 。
 多電源並聯串聯結合多絲埋弧焊
多電源並聯串聯結合多絲埋弧焊多絲埋弧焊套用領域
多絲埋弧焊廣泛用於需要較高焊接效率的套用,比如風電、海工、造船、壓力容器、重型機械、管道等行業。
