
增壓閥簡介
工作原理
通過閥體中的進、回油道,控制油孔以及泄油閥的配合,將增壓器和液動換向閥有機的結合在一起。
特點
增壓閥的顯著特點在於:是靠泵源壓力促使增壓器與液動換向閥間相互確定位置,相應消除了連桿傳動運動和迴轉運動,從而使該閥達到簡潔實用,並可依此原理形成一種自動往復油缸,有利於將液壓傳動向化繁為簡,節能降耗方向發展。
增壓閥在壓力機上的套用
滑塊平衡裝置對大、中型壓力機尤為重要,滑塊部件重量對滑塊平衡裝置有較大影響,平衡裝置越大,對整機布置影響越大。採用增壓閥後,氣壓增高,平衡缸尺寸減少,儲氣筒直徑減少,同時減少整機重量,減少加工和裝配的難度。採用增壓閥後,參考以前的設計經驗,可以減少上橫樑的設計空間,縮小整機外形尺寸,減少整機重量;其次平衡缸缸徑也大大縮小,儲氣筒的直徑和長度也隨之減小,設計空間和布置方式可以採取多樣化。這樣每台沖床可以節約設計成本5~10萬元;同時減少了加工製造困難,縮短了裝配周期。
一種新穎的增壓閥
在有些情況下需要將工廠氣路中的壓力升高,如主氣路壓力下降 ,不能保證氣動裝置的最低使用壓力, 維持氣動裝置正常工作 , 或者需要局部少量的高壓氣 體,為此可通過增壓閥,將工廠氣路中的壓力增高。這 樣做與建立高壓氣源相比 ,可降低成本和節省能源 。
工作原理
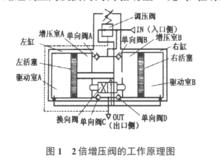
圖1 所示是2 倍增壓閥的工作原理圖,輸入的氣壓分兩路,一路打開單向閥A和B充入增壓室A和B,另一路經調壓閥及換向閥向驅動室B充氣,驅動室A排氣。這樣右活塞左移,帶動左活塞也左移,增壓室B 增壓,打開單向閥D從出口送出高壓氣體,單向閥B 在壓差作用下關閉。右活塞走到頭 使換向閥切換 則驅動室A進氣,驅動室B排氣,左活塞反向運動,增壓 室A增壓,打開單向閥C,繼續從輸出口送出高壓氣 體單向閥A在壓差作用下關閉,單向閥B打開,輸入 的氣壓向增壓室B充氣。以上動作反覆進行,便可從 輸出口送出高壓氣體。出口壓力反饋至調壓閥 可使 出口壓力自動保持在某一值。當需要改變出口壓力 時 可調整調壓閥的手輪 便能得到在增壓比範圍內的 任意設定的壓力 。
流量特性
圖2是最大流量為400 L/min的2倍增壓閥的流量特性曲線。不增壓 ,即調壓閥完全關閉時, 進口氣體經4個單向閥從出口排出,出口壓力P2與進口壓力p 1相等,出口流量最大。隨增壓比增大,出口流量減少,當增壓比達最大時,出口流量為零。最大流量與不增壓時的進口壓力成正比。工廠氣路中的壓力通常不高 於1. 0 MPa增壓後的壓力範圍為0. 2 ~ 2 MPa為了減小出口壓力的脈動,出口側應設定一定體積的氣罐。若氣路中的壓力不高於0.5MPa,則可用4倍增壓 閥將壓力提高到0. 2 ~2 MPa將圖1所示2倍增壓閥 左右活塞面積比變為S左/S右=3,單向閥A和C與右 缸的右腔相連 2倍增壓閥即變為4倍增壓閥。
特點
1)體積小,使用方便增壓閥本身的體積比增壓 缸小得多 與以增壓缸為主體的增壓系統相比 增壓閥集四個單向閥、一個換向閥、兩個缸體於一體,可以省 掉增壓系統中的單向閥、開關閥、高壓閥 、換向閥、安全 閥等多個氣動元件,管路連線大大簡化, 體積也小得 多,安裝使用也比較方便。
2)壓力調整方便增壓閥的左右缸體上各連線一個壓力表 ,分別與進口側和出口側的壓力相通。調 整壓力時,向外拔調整手輪, 按手輪上箭頭方向鏇動, 壓力設定後,再將手輪壓回即可。
選用
 增壓閥原理圖及流量特性曲線
增壓閥原理圖及流量特性曲線某氣動設備,需1. 2 MPa壓九要供給100 L/min 的流量,從圖2知可選用最大流量為400 L/min的2倍 增壓閥,進口壓力應達到0.65 -0. 75 MPa若要供給 300 L/min流量的1. 5 MPa壓力的壓縮空氣,從圖2可知,沒有合適的增壓閥。在這種情況下 ,可在增壓閥後 面配置一個相應容積的氣罐,以便短時間供應較大流量的高壓氣體。
注意事項
1) 增壓閥應水平安裝;
2)增壓閥出口壓力超過1. 0 MPa應確認管接頭、管道、閥、缸等的工作壓力範圍;
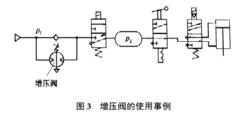
3)非常情況下, 要求快速排放殘壓 , 可在適當的 位置設定三通閥 , 如圖 3 所示 ;
4)為了縮短向氣罐內充氣的時間,增壓閥可並聯一單向閥使用 , 如圖 3 所示 。
圖 3 為增壓閥使用的典型事例,手動二位三通換 向閥可快速排放氣缸中的殘壓,氣罐內的壓力充至 p1前,只經過單向閥充氣,由列充至^2時,才使用增壓 閥,若不並聯單向閥,則氣罐內壓力充至 p1 前也需經 增壓閥,所以充氣時間長。
 增壓閥的使用結構圖
增壓閥的使用結構圖