
輥筒拉伸式噴絲直接成布法
一級輥筒拉伸法
本方法由杜邦公司開發成功並獲得專利。兩束不同品種的長絲,用一對拉伸輥筒拉伸,在輸送簾帶上鋪成混合纖維網,經粘著後獲得所要求的具有多種性能的無紡布。
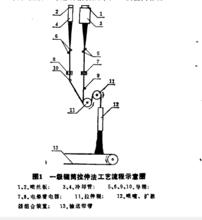
工藝流程:圖1為工藝流程圖。
 一級輥筒拉伸法
一級輥筒拉伸法兩種不同的聚合物由噴絲板1和2擠壓出,經過冷卻管3和4,以及導輥5和6,在電暈著電器7和8處著電,使長絲帶電,由於電荷的同性相斥原理,長絲相互分離而不纏結。長絲再經導輥9和10合併於拉伸輥11。經拉伸後由組合裝置12(上部為噴嘴,下部為絲擴散器)對絲再進行拉伸擴散,在輸送簾帶13上成網,然後立即進行粘著成布。一級輥筒拉伸兩個噴絲頭安裝在一個部件中,溫度為291℃,拉伸輥線速度3290米/分,空氣噴嘴中空氣流量為2.55米 /分。長絲在7和8處著電,著電量為5400靜電單位/米 。由空氣擴散器噴出的絲束寬度為114.3毫米,輸送簾頻寬800.1毫米,它與擴散器垂直。簾帶速度為8.24米/分。所得纖維網單位面積重量為67.9克/米 。纖維網鋪成後立即送去進行粘著,即成無紡布。
二級棍筒拉伸法
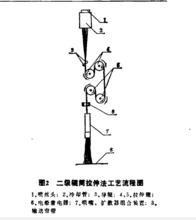
圖2為二級輥筒拉伸法工藝流程圖,長絲由噴絲頭1噴出,冷卻管2進行冷卻,經導輥3至導輥4,輥筒4加熱至105℃,其線速度為227米/分。拉伸輥5的線速度為85米/分。由此可算出拉伸比為3.75。拉伸後長絲再於電暈粉電器6上著電。最後,長絲在組合裝置7(上部為噴嘴,下部為擴散器)內,受到快速氣流的進一步拉伸,然後也由氣流將長絲束擴散開來,以避免在鋪網時發生絲的凝結現象。擴散開的長絲在輸送簾帶上鋪網,然後送去粘著成布。
 二級棍筒拉伸法
二級棍筒拉伸法逐級棍簡拉伸式
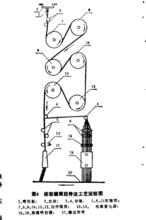
採用6個輥筒對絲束進行逐級拉伸。這些輥筒的線速度逐步提高,絲束得到充分拉伸後即進行鋪網粘著。工藝流程見圖3。長絲由噴絲板1擠壓出後,經導輥3,冷卻後逐次通過輥筒7、8、9、10、11和12,這些輥筒的線速度逐步提高。由於輥筒8、9和10、n的線速度相差較大,故絲束的拉伸主要在這4個輥筒間完成。輥筒8和10分別用蒸汽加熱至130℃和140℃。棍筒8表面光滑,可使絲束獲得均勻拉伸。輥筒10表面在軸向間隔地刻有凹槽,其凹槽總面積是該輥軸向總表面積的22~31%,它使絲束獲得部分拉伸。凸面輥筒5和6使絲束鋪開。電暈著電器13和14給絲充負電,使單絲相互分離。狹縫噴射器15、16對絲束進一步拉伸,並進行鋪網。圖中所示的兩個狹縫噴射器將絲分別鋪於經向和緯向。實際使用中,部件6、14、16可根據需要決定取用與否。
 逐級棍簡拉伸式
逐級棍簡拉伸式異形粘膠纖維與其噴絲頭拉伸率
異形粘膠纖維,即在粘膠纖維成形過程中,採用異形噴絲孔噴頭紡制的具有特殊形狀橫截面的粘膠纖維。對於粘膠長絲而言,由於其改變了常規粘膠長絲對光的反射性能,因此增加了著色後的色澤華麗性和動態閃光性,其絲光效應是常規粘膠長絲不可比擬的。隨著纖維比表面積的增加和皮層的增厚,纖維的吸濕性、回彈性和懸垂性也得到增強。不加捻的異形粘膠纖維更增加了其蓬鬆性,仿麻、仿毛效果更為逼真。
異形粘膠長絲在紡制的過程中,紡絲原液要從直徑較大的通道被壓人橫截面很小的異形噴絲孔。由於纖維素黃酸醋的聚合度大約在300左右,分子量大約在5萬左右,分子鏈很長且分子量很大,分子鏈間引力較強,當受到剪下力作用時,紡絲原液既具有很大的粘性,又要發生彈性形變。因此,紡絲原液是具有很高粘彈性的粘稠流體。當紡絲原液在異形噴絲孔入口區受剪下力作用而體積迅速縮小時,一部分能量使紡絲原液發生粘性流動,另一部分能量則使紡絲原液產生彈性形變而將那部分能量轉化為彈性能貯藏在粘膠細流中。由於孔板很薄,粘膠細流在孔道中停留時間很短,一其中貯藏的那部分彈性能在尚未得到完全松馳前就已流出孔口,因而要在孔口處發生回彈使粘膠細流體積發生膨化。
對於異形粘膠纖維,要想使粘膠細流和初生纖維儘可能地保持孔口形狀,必須迅速對其施加較大的正拉伸,以保持或縮小異形橫截面。對於扁形粘膠長絲來講,經試驗證明,在較低的噴絲頭正拉伸率下,其橫截面呈“胖扁形”,扁形橫截面的長寬比(長軸與短軸長度之比)較小,在較高的噴絲頭正拉伸率下,其橫截面呈“瘦扁形”,扁絲橫截面長寬比較大。但是,噴絲頭拉伸率有其極限限度,當超過其極限限度時,由於纖維素分子鏈的取向和結晶速度遠跟不上拉伸速度時,粘膠細流或初生纖維就會斷裂,可紡性迅速下降。
在噴絲孔的剪下力和牽伸盤拉伸力的作用下,粘膠細流或初生纖維中的纖維素分子鏈會發生取向和結晶,即分子鏈被拉順並沿軸向平行排列,且平行排列的相鄰分子鏈中的經基之間還會產生氫鍵而進一步增大分子鏈間的引力,從而使異形粘膠纖維的乾強和濕強增加。對於扁形粘膠長絲來講,在較低的噴絲頭正拉伸率下,乾強在1.55cN/dtex左右、濕強在.067cN/dtex左右,而在適宜的正拉伸率下,乾強可達1.90cN/dtex以上、濕強也可達0.90cN/dtex以上,完全能達到常規粘膠長絲一等品的標準。
但是,當噴絲頭正拉伸率超過適宜範圍以後,由於纖維素分子鏈的取向和結晶速度跟不上拉伸速度,拉伸力能破壞脆弱的粘膠細流或初生纖維中分子鏈間引力直至化學鏈的結合力,就又會使異形粘膠纖維的乾強和濕強降低。例如,當扁形粘膠長絲障絲頭正拉伸率超過適宜範圍一定數值後,纖維的乾強會降低到1.40cN/dtex左右,而濕強則會顯著降低到0.50cN/dtex以下。
某些扁形粘膠長絲的濕強如此明顯降低的原因所在:
首先,是因為粘膠纖維的主要缺點是遇水膨脹時強度顯著降低。而濕強正是粘膠纖維在常溫蒸餾水中浸泡2min後所測得的纖維在潤濕狀態下的強度。由於水分子的作用,親水基-羥基之間形成的氫鏈被松馳,分子鏈間引力減小、距離增大,纖維隨之膨潤而使強度降低。再者,纖維與水分子的作用又直接與纖維的比表面積有著密切關係。所謂比表面積就是單位體積纖維的表面積。對於異形粘膠纖維,隨著其橫截面長寬比的增加,它的比表面積也逐步增大。當比表面積越大時,它們與水分子的接觸面也就愈來愈大。因此,它們與水分子作用而使纖維膨潤的程度就愈加明顯,濕強顯著降低也就在所難免。
對於任一種異形粘膠纖維來講,在紡制過程中都有其適宜的噴絲頭正拉伸率範圍和極限值。在其極限值的範圍內,隨著噴絲頭拉伸率的增大,異形粘膠纖維的橫截面長寬比越來越大,纖維的比表面積也越來越大並趨向於一定值,纖維的乾強和濕強則呈現出先增大到最大值後又逐漸降低,濕強降低尤為明顯。
