![加工紙[紙製品]](/img/2/d1d/nBnauM3X4AjN3ATNygjN0ETN1UTM1QDN5MjM5ADMwAjMwUzL4YzLyAzLt92YucmbvRWdo5Cd0FmLzE2LvoDc0RHa.jpg "加工紙[紙製品]")
性能分類
 加工紙
加工紙經加工後的紙在性能上具有以下4種類型:
①仍保有原紙的本體特性,如機械壓光的餐巾紙、包裝襯紙。
②提高了原紙的使用質量,增加了原紙使用價值。如低定量塗布新聞紙,塗布層改善了原紙的不透印性能,從而節約用漿量,改善印刷效果。
③原紙具有全新的用途,如以不同的塗布方法生產的熱敏感紙、光敏感紙、壓敏感紙等。
④紙的纖維發生化學變化,不復存在原紙所具有的常規性能,從而使原紙特性改變,成為變性紙,如羊皮化紙、鋼紙。
加工方法
加工紙按加工方法主要分為塗布加工紙、浸漬加工紙、變性加工紙、複合加工紙、機械壓型紙和真空鍍膜紙等。
塗布加工紙
 加工紙
加工紙塗布加工紙 在原紙表面,塗布顏料、樹脂或其他特殊物質加工而成的紙。塗布的目的是改善紙的表面性能,提高其強度、耐水性、耐油性和提高防光、防射線、防鏽等功能。
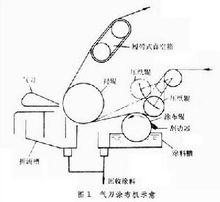
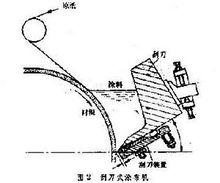
在20世紀20年代廣泛採用計量棒塗布頭的技術,施塗輥浸入料槽,將所沾的塗料轉載施塗於原紙的表面。這種塗布方式所用塗料濃度低,原紙吸水量大而增加乾燥負荷。不久便被其他方法所取代。 現在常用的塗布方法有三種:①輥式塗布:帶料輥自料槽沾取塗料,經渡料輥向塗布輥轉載,向紙表面施塗。②氣刀塗布:施塗輥沾料後,由刮刀刮除輥面上過量的塗料,然後向紙面施塗(圖1)。由氣刀向紙面塗層吹送高壓空氣,將浮於紙面的塗料吹除落於回料槽中。紙面得到厚度均勻的塗料,進一步提高了塗布質量,使塗層可以降低到接近10g/m2。塗料的含乾固物量可提高到40~45%,降低原紙吸水量,減輕乾燥負荷,從而可以採用氣流乾燥方式,使塗布速度可以達到300m/min以上。③刮刀塗布:原紙由襯輥支撐,與刮刀托架組成料坑。紙與塗料短暫接觸,出料坑口即為刮刀。由刮刀架的壓力和刮刀與紙接觸的角度控制塗料在紙面上的留著量(圖2)。由於紙與塗料直接接觸,因此塗料含固量可高達58~62%。原紙吸水量更小,通常塗布速度在800m/min以上,目前世界上最高速度在1800m/min左右。由於刮刀刀端平直,不受原紙平整度的影響,刮後的塗層表面平整,塗量可低到5.7g/m2。在80年代初,又進而採用撓性刮刀。刮刀受壓而呈弧狀,與原紙相切控制塗量。它的角度可以調整,直到塗量在5g/m2左右。
浸漬加工紙
 加工紙
加工紙浸漬加工紙 原紙浸入浸漬槽,吸收某種浸漬劑(樹脂、油類、蠟質或瀝青質物質)。浸漬劑賦予原紙新的特性,從而改進了原紙的使用質量。加工時,用熱風或烘缸乾燥,使浸漬劑固化。有的紙浸漬石蠟、瀝青等只需加以冷卻即可,如油氈紙、食品包裝用蠟紙、機械零件包裝用中性紙等。
變性加工紙
變性加工紙 原紙的植物纖維,在反應槽中與藥劑接觸並起一定化學作用和物理變化,發生膨潤、降解、膠化等作用,從而改變了原紙的原有特性,成為變性加工紙,適用於新的用途。例如,原紙在酸處理槽中進行羊皮化,纖維降解並起改性作用。經壓榨脫去殘餘酸並經水洗,使紙呈中性,成為不同質量等級的植物羊皮紙,供食品包裝用、製作打孔電報條等產品;原紙經氯化鋅處理變性後,洗去殘液至中性,成為不同質量等級的鋼紙,具有較高的挺度和強度,可供製作旅行提箱、帽沿襯紙、變壓器密封墊片、電機線槽中絕緣材料等。
紙的變性作用緩慢,因此抄速不宜高,藥劑多具有腐蝕性,設備需用耐蝕材料製作。
複合加工紙
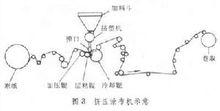
複合加工紙 在原紙的一面或雙面用另一種紙或其他材料薄膜進行粘合或熔合而成的紙。複合層增加了原紙的強度、平滑度,形成防潮、防油層或密封層,具有新的使用性能。如塑膠複合紙,由擠塑模頭擠出的薄膜,用加壓輥、層粘輥使原紙與薄膜相複合。複合紙經冷卻輥全部冷卻後即可卷取成品(圖3 )。 印有木紋的複合紙可作家具貼面用,美觀而又可增加家具表面強度,具有防水耐油能力;也可作牆壁、地板貼面用。紙與鋁箔的複合紙,大量用於捲菸防潮包裝。
機械壓型紙
機械壓型紙 多以刻花的陰陽模輥對紙層進行模壓,形成圖案或花紋的紙。這種紙改進了原紙的外觀,增強了藝術感。用於製作裝飾紙、壁紙及用作精細商品和食品包裝的襯墊。
真空鍍膜紙
真空鍍膜紙 將低熔點金屬在真空室加熱蒸發,霧點在紙面冷凝成膜的紙。如噴鍍鋅鋁合金膜於電容器紙面上,用作乾電解電容陰極引出用紙。
