
基本概念
定義
 劃線膠帶
劃線膠帶劃線的作用
確定工件加工位置和加工餘量。檢查毛坯的形狀和尺寸是否符合圖樣。在坯料有缺陷時通過劃線“借料”補救。用於下料。
劃線的分類
平面劃線和立體劃線。
主要作用
 劃線
劃線(2)為便於複雜工件在工具機上的裝夾,可按劃線找正確定位。
(3)能及時發現和處理不合格的毛坯。
(4)當毛坯誤差不大時候,可以採用借料劃線的方法來補救,從而提高毛坯的合格率。
劃線工具
工具按用途分類
 劃線
劃線2、量具,包括鋼板尺、量高尺、遊標卡尺、萬能角度尺、直角尺以及測量長尺寸的鋼捲尺等。
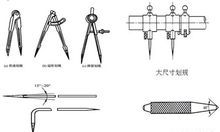
3、繪劃工具,包括劃針、劃線盤、高度游標尺、劃規、劃卡、平尺、曲線板以及手錘、樣沖等。
4、輔助工具,包括墊鐵、千斤頂、C形夾頭和夾鉗以及找中心劃圓時打入工件孔中的木條、鉛條等。
工具使用方法
1、平台。一般由鑄鐵製成。工作表面經過精刨或刮削,也可採用精磨加工而成。較大的劃線平板由多塊組成,適用於大型工件劃線。它的工作表面應保持水平並具有較好的平面度,是劃線或檢測的基準。
2、方箱。一般由鑄鐵製成,各表面均經刨削及精刮加工,六面成直角,工件夾到方箱的V形槽中,能迅速地劃出三個方向的垂線。
3、劃規。劃規由工具鋼或不鏽鋼製成,兩腳尖端淬硬,或在兩腳尖端焊上一段硬質合金,使之耐磨。可以量取的尺寸定角度、劃分線段、劃圓、劃圓弧線、測量兩點間距離等。
4、劃針。一般由4~6mm彈簧鋼絲或高速鋼製成,尖端淬硬,或在尖端焊接上硬質合金。劃針是用來在被劃線的工件表面沿著鋼板尺、直尺、角尺或樣板進行劃線的工具,有直劃針和彎頭劃針之分
5、樣沖。用於在已劃好的線上沖眼,以保證劃線標記、尺寸界限及確定中心。樣沖一般由工具鋼製成,尖梢部位淬硬,也可以由較小直徑的報廢鉸刀、多刃銑刀改制而成。
6、量高尺。由鋼直尺和尺架組成,擰動調整螺釘,可改變鋼直尺的上下位置,因而可方便地找到劃線所需要的尺寸。
7、普通劃線盤。劃線盤是在工件上劃線和校正工件位置常用的工具。普通劃線盤的劃針一端(尖端)一般都焊上硬質合金作劃線用,另一端製成彎頭,是校正工件用的。普通劃線盤剛性好、不易產生抖動,套用很廣。
8、微調劃線盤。其使用方法與普通劃線盤相同,不同的是其具有微調裝置,擰動調整螺釘,可使劃針尖端有微量的上下移動,使用時調整尺寸方便,但剛性較差。
9、千斤頂通常三個一組使用,螺桿的頂端淬硬,一般用來支承形狀不規則、帶有伸出部分的工件和毛坯件,以進行劃線和找正工作。
10、V形鐵。一般由鑄鐵或碳鋼精製而成,相鄰各面互相垂直,主要用來支承軸、套筒、圓盤等圓形工件,以便於找中心和劃中心線,保證劃線的準確性,同時保證了穩定性。
11、C形夾鉗。在劃線時用於固定。
12、中心架。在劃線時,它用來對空心的圓形工件定圓心。
13、直角鐵。一般由鑄鐵製成,經過刨削和刮削,它的兩個垂直平面垂直精度很高。直角鐵上的孔或槽是搭壓工件時穿螺栓用的。它常與C形夾鉗配合使用。在工件上劃底面垂線時,可將工件底面用C形夾鉗和壓板壓緊在直角鐵的垂直面上,劃線非常方便。
14、墊鐵。是用於支承和墊平工件的工具,便於劃線時找正。常用的墊鐵有平行墊鐵、V形墊鐵和斜楔墊鐵,一般用鑄鐵和碳鋼加工製成。
15、萬能分度頭。萬能分度頭最為常用,是一種較準確的等分角度的工具,是銑床上等分圓周用的附屬檔案,鉗工在劃線中也常用它對工件進行分度和劃線。
劃線工藝
劃線方法
1、計算法:根據計算所得各個尺寸劃成展開圖,加上相應的加工餘量。
2、圖解劃線法:用幾何作圖法,將物體表面展開後加加工餘量,從而得出坯料尺寸。
3、樣板劃線法:先用計算法和圖解法把坯料的圖形製成樣板,然後將樣板貼到準備好的原材料上去,依樣畫出坯料的邊緣線。
操作工藝
1、零部件劃線下料要求:
(1)劃線時應做到線條清晰、均勻、數字準確,各種劃線、符號,應完整準確,各線條樣沖眼的偏差<0.5mm。
(2)劃線偏差要求受壓元件圓筒形部分的同一截面上最大直徑與最小直徑之差不應大於其公稱內徑的0.5%;鍋殼每米長度內的直線度不應大於1.5mm,全長直線度不應大於7mm;鍋殼總長度偏差範圍為±15mm。根據以上要求確定,根據筒節直徑算出的展開料的兩對角線劃線偏差、周長劃線偏差。
2、型鋼下料(包括管、板材的下料)
(1)內外彎曲的角鋼、槽鋼,按展開公式加裝夾、加工餘量。
(2)拼接或對接後,必須進行平面校正,達到圖紙、工藝要求。
3、質量檢驗要求
(1)材料標記移植應符合本廠質保手冊和管理標準中有關材料標記移植的管理程式規定。
(2)符合圖紙、工藝檔案要求,達到各項公差標準規定,並經質檢員確認。
(3)下料後,把熔渣清理乾淨,有不平度要求的經整平合格,經檢驗員確認。
(4)工藝流程上籤字手續齊全、正確。
