套用
六點定位原理對於任何形狀工件的定位都是適用的,如果違背這個原理,工件在夾具中的位置就不能完全確定。然而,用工件六點定位原理進行定位時,必須根據具體加工要求靈活運用,工件形狀不同,定位表面不同,定位點的布置情況會各不相同,宗旨是使用最簡單的定位方法,使工件在夾具中迅速獲得正確的位置。
工件定位
l) 完全定位
工件的六個自由度全部被夾具中的定位元件所限制,而在夾具中占有完全確定的惟一位置,稱為完全定位。
2)不完全定位
根據工件加工表面的不同加工要求,定位支承點的數目可以少於六個。有些自由度對加工要求有影響,有些自由度對加工要求無影響,這種定位情況稱為不完全定位。不完全定位是允許的,
3)欠定位
按照加工要求應該限制的自由度沒有被限制的定位稱為欠定位。欠定位是不允許的。因為欠定位保證不了加工要求。
4)過定位
工件的一個或幾個自由度被不同的定位元件重複限制的定位稱為過定位。當過定位導致工件或定位元件變形,影響加工精度時,應該嚴禁採用。但當過定位並不影響加工精度,反而對提高加工精度有利時,也可以採用。各類鉗加工和機加工都會用到。
實質
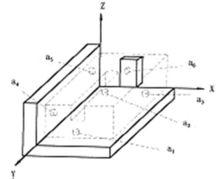
工件定位的實質就是使工件在夾具中占據確定的位置,因此工件的定位問題可轉化為在空間直角坐標系中決定剛體坐標位置的問題來討論。在空間直角坐標系中,剛體具有六個自由度,即沿X、Y、Z軸移動的三個自由度和繞此三軸旋轉的三個自由度。用六個合理分布的支承點限制工件的六個自由度,使工件在夾具中占據正確的位置,稱為六點定位法則。人們在闡述六點定位法則時常以圖1所示銑不通槽的例子來加以說明:a1、a2、a3三個點體現主定位面A,限制X、Y方向的旋轉自由度和Z方向的移動自由度;a4、a5兩個點體現側面B,限制X方向的移動自由度和Z方向的旋轉自由度;a6點體現止推面C,限制Y方向的移動自由度。這樣,工件的六個自由度全部被限制,稱為完全定位。當然,定位只是保證工件在夾具中的位置確定,並不能保證在加工中工件不移動,故還需夾緊。定位和夾緊是兩個不同的概念。
 六點定位原理
六點定位原理措施
1. 提高夾具定位面和工件定位基準面的加工精度是避免過定位的根本方法。 2. 由於夾具加工精度的提高有一定限度,因此採用兩種定位方式組合定位時,應以一種定位方式為主,減輕另一種定位方式的干涉,如採用長芯軸和小端面組合或短芯軸和大端面組合,或工件以一面雙孔定位時,一個銷採用菱形銷等。從本質上說,這也是另一種提高夾具定位面精度的方法。 3. 利用工件定位面和夾具定位面之間的間隙和定位元件的彈性變形來補償誤差,減輕干涉。在分析和判斷兩種定位方式在誤差作用下屬於干涉還是過定位時,必須對誤差、間隙和彈性變形進行綜合計算,同時根據工件的加工精度要求才能作出正確判斷。從廣義上講,只要採用的定位方式能使工件定位準確,並能保證加工精度,則這種定位方式就不屬於過定位,就可以使用。
