
基本信息
內外塗塑管道,內外塗塑管道是在鋼管內壁融溶一層厚度為 0.5 ~ 1.0mm 的聚乙烯(PE )樹脂、乙烯-丙烯酸共聚物(EAA)、環氧(EP)粉末、無毒聚丙烯( PP )或無毒聚氯乙烯(PVC)等有機物而構成的鋼塑複合型管材,它不但具有鋼管的高強度、易連線、耐水流衝擊等優點,還克服了鋼管遇水易腐蝕、污染、結垢及塑膠管強度不高、消防性能差等缺點,設計壽命可達50 年。主要缺點是安裝時不得進行彎曲,熱加工和電焊切割等作業時,切割面套用生產廠家配有的無毒常溫固化膠塗刷基管 螺旋焊管、直縫焊管、無縫鋼管
口徑範圍 DN15--DN2000
前處理 化學浸槽法、物理噴砂法
塗層品種 內塗改性環氧樹脂粉末塗料或高密度聚乙烯粉末
塗層厚度 內塗層單邊≥0.4mm
複合管標準
鋼管參照國家標準:GB/T3091-2001 ;塗塑複合鋼管行業標準:CJ/T120-2008 ;襯塑複合鋼管行業標準:CJ/T136-2007;熱導率:65 W/(m.K) ;線膨脹係數:65 1/K;
產品特性
內外塗塑複合鋼管是以焊接鋼管為基材,採取噴砂化學雙重前處理、預熱、內外塗裝、固化、後處理等工藝製作而成的鋼塑複合管。具有其優良的綜合性能,很強的耐腐蝕性和機械性,良好的耐化學穩定性和耐水性,具有減阻、防腐、抗壓,抗菌等作用。它一般不受輸送介質的制約,塗塑層與鋼鐵有極強的結合力。塗層材質:環氧樹脂(EP)適用於80℃以下的工作環境,鋼管塗層有極高的附著力,其塗層硬度高、耐衝擊性好,且有較好的耐化學腐蝕性能。
產品優點
具備較高的機械強度,適合比較苛刻的使用環境;
內外塗層可阻止金屬氧化,具有較好的耐化學腐蝕性能;
塗層附著力強,結合強度高,耐衝擊性好;
粗糙係數和磨阻係數低,抗異物附著性優良;
抗老化,使用壽命長,尤其適合埋地輸水。
檢驗方法
外觀檢查
目測檢查塗覆鋼管的外觀質量,試驗結果應符合5.1的規定。
厚度測量
從塗覆鋼管的兩端取不同長度的兩個橫斷面,在每個橫斷面用電磁測厚儀測量圓周上直交的任意四點的塗層厚度,試驗結果應符合5.4的規定。
針孔試驗
管段試件長度約為1000 mm,用電火花檢漏儀對鋼管塗層在規定試驗電壓下進行檢查,塗層厚度不大於0.4mm,試驗電壓為1500 V,塗層厚度大於0.4 mm,試驗電壓為2000 V。檢查有無電火花產生,試驗結果應符合5.5的規定。
附著力試驗
附著力試驗按CJ/T 120-2008中7.4.2進行,試驗結果應符合5.6的規定。
彎曲試驗
DN≤50mm的塗覆鋼管進行彎曲試驗。管段試件長度為(1200±100) mm。
在溫度為(20±5) ℃的環境下,以鋼管公稱通徑的8倍為曲率半徑,彎曲角度為30o,在彎管機或模具上進行彎曲。彎曲試驗時管內不帶填充物,焊縫位於彎曲主面的側面。
試驗後,從彎曲圓弧的中部將試件剖開,檢查內塗層,試驗結果應符合5.7的規定。
壓扁試驗
DN>50 mm的塗覆鋼管進行壓扁試驗。管段試件尺寸長為(50±10) mm。
在溫度為(20±5) ℃的環境下,如圖1所示,將試件置於兩平板之間,在壓力試驗機上逐漸壓縮至兩平板間距離為試件外徑的五分之四,壓扁時塗覆鋼管焊縫垂直於載荷施加方向。試驗後,檢查內塗層,試驗結果應符合5.8的規定。
壓扁試驗
衝擊試驗
從塗覆鋼管的任意位置切取長約100 mm的試樣,在溫度為(20±5) ℃的環境下,如圖2所示,按表2的規定進行衝擊試驗,觀察內塗層的損壞情況。試驗時,焊縫應在衝擊面相反的方向,試驗結果應符合5.9的規定。
表2 衝擊試驗條件
公稱通徑 DN
mm錘重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
衝擊試驗裝置
真空試驗
管段試件長度為(500±50) mm,使用適當的措施堵住管道進出口,從進口逐漸增加負壓至660 mm汞柱,保持1 min,試驗後檢查內塗層,試驗結果應符合5.10的規定。
高溫試驗
管段試件長度為(100±10) mm,將試件放置在恆溫箱中,升溫至(300±5) ℃,並恆溫1 h,然後取出自然冷至常溫。試驗後,取出試件並檢查內塗層(允許外觀顏色變深、發暗現象),試驗結果應符合5.11的規定。
低溫試驗
管段試件尺寸長度為(100±10) mm,將試件放置在低溫箱中,降溫至(-30±2) ℃,並恆溫1 h,然後取出放置在溫度為(20±5) ℃的環境下(4~7) h。試驗周期結束後,取出試件檢查其內塗層,並按6.4的規定進行附著力試驗,試驗結果應符合5.12的規定。
壓力循環試驗
管段試件長度為(500±50) mm,使用適當的措施堵住管道進出口,並與水壓供給系統相連線,充水排除空氣,然後進行3000次從(0.4±0.1) MPa至 MPa的交變水壓試驗,每次試驗的周期不大於2 s。試驗後檢查內塗層,並按6.4的規定進行附著力試驗,試驗結果應符合5.13的規定。
溫度循環試驗
管段試件長度為(500±50) mm,將試件按下列順序在每個溫度條件下放置24 h:
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃。
試驗後試件放置在溫度為(20±5) ℃的環境中24 h,檢查內塗層情況,並按6.4的規定進行附著力試驗,試驗結果應符合5.14的規定。
溫水老化試驗
管段試件尺寸長度約為100 mm,管段兩端裸露處應進行相應的防腐處理,將管段放置在(70±2) ℃的蒸餾水中浸泡30 d,試驗後取出自然冷卻至常溫,檢查試件內塗層,試驗結果應符合5.15的規定。
標準
1)、產品標準
《給水塗塑複合鋼管》CJ/T120-2008
《建築給水塗塑複合管管道工程技術規程》CECS125:2001
《生活飲用水輸配水設備及防護材料的安全性評價標準》GB/T 17219-1998
2)、工程標準
《建築給水排水設計規範》 GB 50015-2003
《建築給水排水及採暖工程施工質量驗收規範》GB50242-2002
研發方向
關於塗塑鋼管的發展,在我國行業內經歷了四次升級換代。最早是20世紀80年代我國塗塑鋼管行業從日本引進的硫化床浸漬一次性成膜工藝,採用改性聚乙烯粉末防腐,由於聚乙烯是非極性分子,一般不與其他物質發生反應,因此聚乙烯塗層與鋼管基體的結合力只靠在聚乙烯分子上接枝酸酐類的助劑起著粘結作用,後來發展到內外塗環氧樹脂粉末,環氧樹脂屬於極性分子,與鋼管基體結合力非常強,但環氧樹脂屬於熱固性的物質,質脆不耐磕碰。後來發展到第三代防腐內壁環氧外壁聚乙烯防腐,結合了聚乙烯耐磕碰和環氧的附著力強的優勢,整個管體性能進一步增強,但是單層聚乙烯直接與鋼管結合還是存在附著力問題,且施工過程中難免出現磕碰,最後升級到第四代防腐——外3PE防腐內熔結環氧粉末防腐,又稱TPEP防腐鋼管。
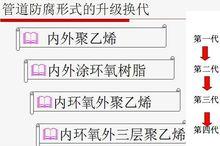 塗塑鋼管升級換代
塗塑鋼管升級換代