簡介
光纖是光導纖維的簡稱,是由一組光導纖維組成的用於傳播光束的,細小而柔軟的傳輸介質。它是用石英玻璃或者特別塑膠拉成的柔軟細絲,直徑在幾個μm(光波波長的幾倍)到120μm。就象水流過管子一樣,光能沿著這種細絲在內部傳輸。光纖的構造一般由3個部分組成:塗覆層,包層,纖芯。
光纖傳輸原理
通過對光纖結構的了解我們知道,光纖結構自內向外為纖芯,包層和塗覆層。光纖內部一共有兩種光折射率,纖芯的折射率為n1,包層的折射率為n2,由於所摻的雜誌不同,使包層的折射率略低於纖芯的折射率,即n2<n1。在石英玻璃光纖中,包層的折射率僅比纖芯層的折射率略低一點,按幾何光學的全反射原理,光纖就被束縛在纖芯中進行傳輸了。
光纖製作簡介
將四氯化矽等原材料製成光纖的過程。光纖製造的過程決定了光纖的機械強度、傳輸特性和使用壽命,對保證光纖質量十分重要。通信光纖的製造分為制棒和拉絲兩道工序。
預製棒的製造
又稱制棒,是將SiCl4等原材料製成與光纖具有相同折射率分布,直徑1~3cm的預製棒(preform)的過程。製造方法有多種,普遍採用的有:MCVD法(改進的化學汽相沉積),VAD法(汽相軸向沉積),OVD法(外部汽相沉積),PCVD法(電漿化學汽相沉積)等。這幾種方法都是立足於汽相沉積,但卻有很大的差異。
MCVD法 以氧氣為載體的高純度有用氣體在旋轉的石英管內用高溫汽相氧化反應獲得固相沉積物的方法,如圖1所示。將高純度氣體SiCl4,GeCl4,
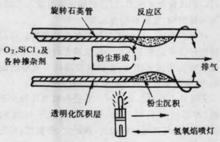 圖1 MCVD法工藝過程示意圖
圖1 MCVD法工藝過程示意圖POCl3氟等與載氣02一同送入旋轉(幾十轉/分)的石英管內,1 400℃~1 600℃的高溫氫氧火焰在管外來回移動,使管內的物質在高溫下起氧化反應,形成粉塵狀的氧化物SiO2或GeO2等,並沉積在管內壁上,當火焰的高溫區再次經過此處時,在管內壁上形成一層均勻透明的石英玻璃膜層,厚度約8~l0μm,氯氣和沒反應完的材料從管的尾端排出。根據包層與纖芯折射率的不同送入不同的摻雜試劑,如用氟可以降低包層的折射率,用GeCl4可提高纖芯的折射率。用計算機控制每層的摻雜量可以實現複雜的折射率分布。在沉積過程中石英管內的氣體流量和氣壓都必需維持恆定,火焰溫度和移動速度也必需恆定。每分鐘約沉積0.6g。經數小時的沉積,石英管內壁形成一定厚度的內包層和纖芯,通過加大火焰或降低火焰移動速度並保持石英管的旋轉狀態,使石英管在外壁溫度達1 800℃的狀態下軟化燒縮,成為實心棒即光纖預製棒。原石英管成為光纖的外包層。
MCVD法是20世紀90年代初最普通的方法,可以製得損耗低的光纖,可方便地改變光纖的折射率分布製成多種結構的光纖。其缺點整個系統維護較複雜,沉積效率較低。採用天然石英砂做成的外皮管,而石英砂的顆粒比汽相沉積的顆粒大得多,故其抗拉強度和抗微裂紋擴張的強度較低,尤其是天然石英砂的外皮管內不同程度地存在雜質、氣泡和氣線,更將嚴重影響光纖的強度和使用壽命。
VAD法 屬於管外法,是將高純度的SiCl4、GeCl4,等試劑以氣態送入氫氧火焰噴燈中氧化成超細的SiO2和GeO2粉塵沉積在旋轉狀態的作為靶子的石英玻璃種棒的下端面,形成軸向生長的一個“坯”,種棒不斷旋轉且向上提升,便形成多孔粉塵預製棒。該棒在環狀的加熱器內,由較高壓力的氦氣為載體攜帶高純度的Cl2或COC1進行脫水並熔縮成透明的光纖預製棒。圖2為VAD法的過程示意圖。
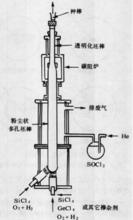 圖2 VAD法的過程示意圖
圖2 VAD法的過程示意圖特點:①大量載送摻雜氣體通過氫氧火焰使沉積速度比MCVD法大5~10倍;②對多孔粉塵棒進行脫水處理,可使其中OH-含量降至1PPb左右(MCVD法為50PPb),基本消除OH-造成的吸收損耗,可以製作極低損耗的光纖;③便於製作大尺寸的預製棒以提高產量,降低成本;④由於全部採用汽相沉積,其SiO2的顆粒比天然石英砂小几個數量級,更不會有天然石英砂所含微量雜質的氣隙和氣線,VAD法製造的光纖強度要高於MCVD法製造的光纖強度;⑤VAD法的缺點是預製棒脫水過程需消耗大量的氦氣,而我國天然氦氣較少,價格較貴。
OVD法 亦屬管外生長法,原理同VAD法。在靶棒外橫向生長出多孔超細粉塵預製棒。靶棒與生長出的預製棒的熱膨脹係數不同,冷卻後可抽出靶棒,再經脫水、燒結,就可製成透明的光纖預製棒。其示意圖見圖3。特點同VAD法。
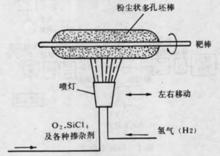 圖3 OVD法過程示意圖
圖3 OVD法過程示意圖PCVD法 用微波電漿使石英管內的氣體氧化並沉積的預製棒製造方法。其過程見圖4。在石英管的一端送入各種化學試製與載氣O2,另一端用旋轉真
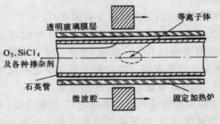 圖4 PCVD法的過程示意圖
圖4 PCVD法的過程示意圖空泵保持一定的真空度。一個振盪頻率為2.45GHz、功率為1 000W左右的環形微波諧振腔包圍著石英管並以約8m/min的速度沿石英管快速移動。整個過程在一個1200℃的爐子內進行。微波能量使石英管內局部地產生非等溫低壓電漿,不同種離子互相碰撞直接進行化學反應,沉積出透明玻璃薄層,沉積後的空心棒的燒縮過程如MCVD法。
特點:①反應氣體的電子溫度高,反應充分,沉積效率較MCVD法高一些;②沉積溫度比MCVD法低,石英管不易變形,製成的預製棒縱向均勻性好;|③沉積層較多,每層的厚度非常薄,通過精確的微機控制工藝可獲得近乎理想的折射率分布,多模光纖的頻寬性能好;④其缺點是採用天然石英砂的外皮管,用PCVD法製成的光纖其抗拉強度和抗微裂擴張強度較低,與MCVD法製成的光纖相同。如果PCVD法和MCVD法採用汽相沉積的石英管,強度問題可以解決,但產品成本會有較大幅度的上升。
光纖拉制
又稱拉絲。由拉絲機將預製棒加高溫融熔而拉成外徑為125μm的光纖的過程。石英光纖拉絲機高達10m以上。把預製棒裝在拉絲機頂端的加熱爐中,爐溫升至約2200℃時,棒體尖端的粘度變低,靠自重逐漸下垂變細成為裸光纖,裸光纖通過雷射測徑監測儀,然後進入塗覆固化系統。塗覆的光纖經牽引輥再到捲筒上。90年代初國際上石英光纖的拉絲速度一般為300m/min,最高可達1000m/min。其拉絲過程如圖5所示。裸光纖的雷射測徑與牽引輥是連動的自動控制系統,可以保證裸光纖外徑在範圍內變動,整個拉絲車間需超淨恆溫,尤其是光纖塗覆以前,要避免任何塵埃的附者以免影響光纖的強度。
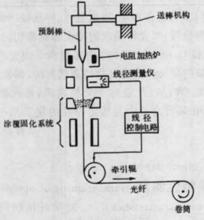 圖5 拉絲過程示意圖
圖5 拉絲過程示意圖光纖塗覆 由20mm左右的預製棒拉成125μm的光纖雖是熱變形,但在裸光纖表面仍有微裂紋,如暴露在大氣中,則大氣中的OH-將使微裂紋擴張,長時間的裸露會造成光纖斷裂,必需迅速將裸光纖塗覆。國際上都是採用紫外光固化的雙塗層。第一層為抗張模量小、彈性高、析氫量低、對SiO2粘接性能強的改性矽酮樹脂。厚度約為20μm~30μm。可提高光纖抗微彎性能,並且有好的低溫特性。第二層為抗張強度和伸長率極高的改性環氧丙烯酸,可為光纖提供充分的強度保護和良好的表面性能。這樣塗覆的光纖,篩選強度都在5N以上,在一40~+60℃溫度範圍內,其附加損耗應≤0.05dB/km。
