
原理:
"Stereo lithography Apparatus"的縮寫,即立體光固化成型法.
用特定波長與強度的雷射聚焦到光固化材料表面,使之由點到線,由線到面順序凝固,完成一個層面的繪圖作業,然後升降台在垂直方向移動一個層片的高度,再固化另一個層面.這樣層層疊加構成一個三維實體.
3D Systems 推出的Viper Pro SLA system
SLA 的優勢
1. 光固化成型法是最早出現的快速原型製造工藝,成熟度高,經過時間的檢驗.
2. 由CAD數字模型直接製成原型,加工速度快,產品生產周期短,無需切削工具與模具.
3.可以加工結構外形複雜或使用傳統手段難於成型的原型和模具.
4. 使CAD數字模型直觀化,降低錯誤修復的成本.
5. 為實驗提供試樣,可以對計算機仿真計算的結果進行驗證與校核.
6. 可在線上操作,可遠程控制,利於生產的自動化.
SLA 的缺憾
1. SLA系統造價高昂,使用和維護成本過高.
2. SLA系統是要對液體進行操作的精密設備,對工作環境要求苛刻.
3. 成型件多為樹脂類,強度,剛度,耐熱性有限,不利於長時間保存.
4. 預處理軟體與驅動軟體運算量大,與加工效果關聯性太高.
5. 軟體系統操作複雜,入門困難;
SLA 的發展趨勢與前景
立體光固化成型法的的發展趨勢是高速化,節能環保與微型化.
不斷提高的加工精度使之有最先可能在生物,醫藥,微電子等領域大有作為.
光固化成型的套用
在當前套用較多的幾種快速成型工藝方法中,光固化成型由於具有成型過程自動化程度高、製作原型表面質量好、尺寸精度高以及能夠實現比較精細的尺寸成型等特點,使之得到最為廣泛的套用。在概念設計的交流、單件小批量精密鑄造、產品模型、快速工模具及直接面向產品的模具等諸多方面廣泛套用於航空、汽車、電器、消費品以及醫療等行業。
1 SLA 在航空航天領域的套用
在航空航天領域,SLA 模型可直接用於風洞試驗,進行可製造性、可裝配性檢驗。航空航天零件往往是在有限空間內運行的複雜系統,在採用光固化成型技術以後,不但可以基於SLA 原型進行裝配干涉檢查,還可以進行可製造性討論評估,確定最佳的合理製造工藝。通過快速熔模鑄造、快速翻砂鑄造等輔助技術進行特殊複雜零件(如渦輪、葉片、葉輪等)的單件、小批量生產,並進行發動機等部件的試製和試驗。
航空領域中發動機上許多零件都是經過精密鑄造來製造的,對於高精度的木模製作,傳統工藝成本極高且製作時間也很長。採用SLA 工藝,可以直接由CAD 數字模型製作熔模鑄造的母模,時間和成本可以得到顯著的降低。數小時之內,就可以由CAD 數字模型得到成本較低、結構又十分複雜的用於熔模鑄造的SLA 快速原型母模。
利用光固化成型技術可以製作出多種彈體外殼,裝上感測器後便可直接進行風洞試驗。通過這樣的方法避免了製作複雜曲面模的成本和時間,從而可以更快地從多種設計方案中篩選出最優的整流方案,在整個開發過程中大大縮短了驗證周期和開發成本。此外,利用光固化成型技術製作的飛彈全尺寸模型,在模型表面表進行相應噴塗後,清晰展示了飛彈外觀、結構和戰鬥原理,其展示和講解效果遠遠超出了單純的電腦圖紙模擬方式,可在未正式量產之前對其可製造性和可裝配性進行檢驗。
2 SLA 在其他製造領域的套用
光固化快速成型技術除了在航空航天領域有較為重要的套用之外,在其他製造領域的套用也非常重要且廣泛,如在汽車領域、模具製造、電器和鑄造領域等。下面就光固化快速成型技術在汽車領域和鑄造領域的套用作簡要的介紹。
現代汽車生產的特點就是產品的多型號、短周期。為了滿足不同的生產需求,就需要不斷地改型。雖然現代計算機模擬技術不斷完善,可以完成各種動力、強度、剛度分析,但研究開發中仍需要做成實物以驗證其外觀形象、工裝可安裝性和可拆卸性。對於形狀、結構十分複雜的零件,可以用光固化成型技術製作零件原型,以驗證設計人員的設計思想,並利用零件原型做功能性和裝配性檢驗。
光固化快速成型技術還可在發動機的試驗研究中用於流動分析。流動分析技術是用來在複雜零件內確定液體或氣體的流動模式。將透明的模型安裝在一簡單的試驗台上,中間循環某種液體,在液體內加一些細小粒子或細氣泡,以顯示液體在流道內的流動情況。該技術已成功地用於發動機冷卻系統(氣缸蓋、機體水箱)、進排氣管等的研究。問題的關鍵是透明模型的製造,用傳統方法時間長、花費大且不精確,而用SLA技術結合CAD 造型僅僅需要4~5 周的時間,且花費只為之前的1/3,製作出的透明模型能完全符合機體水箱和氣缸蓋的CAD 數據要求,模型的表面質量也能滿足要求。
光固化成型技術在汽車行業除了上述用途外,還可以與逆向工程技術、快速模具製造技術相結合,用於汽車車身設計、前後保險桿總成試製、內飾門板等結構樣件/ 功能樣件試製、賽車零件製作等。
在鑄造生產中,模板、芯盒、壓蠟型、壓鑄模等的製造往往是採用機加工方法,有時還需要鉗工進行修整,費時耗資,而且精度不高。特別是對於一些形狀複雜的鑄件(例如飛機發動機的葉片、船用螺鏇槳、汽車、拖拉機的缸體、缸蓋等),模具的製造更是一個巨大的難題。雖然一些大型企業的鑄造廠也備有一些數控工具機、仿型銑等高級設備,但除了設備價格昂貴外,模具加工的周期也很長,而且由於沒有很好的軟體系統支持,工具機的編程也很困難。快速成型技術的出現,為鑄造的鑄模生產提供了速度更快、精度更高、結構更複雜的保障。
光固化成型技術的研究進展
光固化快速成型製造技術自問世以來在快速製造領域發揮了巨大作用,已成為工程界關注的焦點。光固化原型的製作精度和成型材料的性能成本,一直是該技術領域研究的熱點。目前,很多研究者通過對成型參數、成型方式、材料固化等方面分析各種影響成型精度的因素,提出了很多提高光固化原型的製作精度的方法,如掃描線重疊區域固化工藝、改進的二次曝光法、研究開發用CAD 原始數據直接切片法、在製件加工之前對工藝參數進行最佳化等,這些工藝方法都可以減小零件的變形、降低殘餘應力,提高原型的製作精度。此外,SLA 所用的材料為液態光敏樹脂,其性能的好壞直接影響到成型零件的強度、韌性等重要指標,進而影響到SLA 技術的套用前景。所以近年來在提高成型材料的性能降低成本方面也做了很多的研究,提出了很多有效的工藝方法,如將改性後的納米SiO2 分散到自由基- 陽離子混雜型的光敏樹脂中,可以使光敏樹脂的臨界曝光量增大而投射深度變小,其成型件的耐熱性、硬度和彎曲強度有明顯的提高;又如在樹脂基中加入SiC 晶須,可以提高其韌性和可靠性;開發新型的可見光固化樹脂,這種新型樹脂使用可見光便可固化且固化速度快,對人體危害小,提高生產效率的同時大幅度地降低了成本。
光固化快速成型技術發展到今天已經比較成熟,各種新的成型工藝不斷湧現。下面從微光固化快速成型製造技術和生物醫學兩方面展望SLA 技術。
1 微光固化快速成型製造技術
目前,傳統的SLA 設備成型精度為±0.1mm,能夠較好地滿足一般的工程需求。但是在微電子和生物工程等領域,一般要求製件具有微米級或亞微米級的細微結構,而傳統的SLA 工藝技術已無法滿足這一領域的需求。尤其在近年來,MEMS(MicroElectro-Mechanical Systems)和微電子領域的快速發展,使得微機械結構的製造成為具有極大研究價值和經濟價值的熱點。微光固化快速成型μ-SL(Micro Stereolithography)便是在傳統的SLA 技術方法基礎上,面向微機械結構製造需求而提出的一種新型的快速成型技術。該技術早在20 世紀80 年代就已經被提出,經過將近20 多年的努力研究,已經得到了一定的套用。目前提出並實現的μ-SL 技術主要包括基於單光子吸收效應的μ-SL 技術和基於雙光子吸收效應的μ-SL 技術,可將傳統的SLA 技術成型精度提高到亞微米級,開拓了快速成型技術在微機械製造方面的套用。但是,絕大多數的μ-SL 製造技術成本相當高,因此多數還處於試驗室階段,離實現大規模工業化生產還有一定的距離。因而今後該領域的研究方向為:開發低成本生產技術,降低設備的成本;開發新型的樹脂材料;進一步提高光成型技術的精度;建立μ-SL 數學模型和物理模型,為解決工程中的實際問題提供理論依據;實現μ-SL與其他領域的結合,例如生物工程領域[8] 等。
2 生物醫學領域
光固化快速成型技術為不能製作或難以用傳統方法製作的人體器官模型提供了一種新的方法,基於CT圖像的光固化成型技術是套用於假體製作、複雜外科手術的規劃、口腔頜面修復的有效方法。目前在生命科學研究的前沿領域出現的一門新的交叉學科——組織工程是光固化成型技術非常有前景的一個套用領域。基於SLA技術可以製作具有生物活性的人工骨支架,該支架具有很好的機械性能和與細胞的生物相容性,且有利於成骨細胞的黏附和生長。如圖5 所示為用SLA 技術製作的組織工程支架,在該支架中植入老鼠的預成骨細胞,細胞的植入和黏附效果都很好[9]。
誤差分析 :
光固化快速成型的誤差分析光固化快速成型技術的基本原理是將任意複雜的三維CA
D模型轉化為一系列簡單的二維層片,逐層固化粘結,從而獲得三維模型"按照成型機的成型工藝過程,可以將產生成型誤差的因素按圖1.1所示分類"。
2.前期數據處理誤差
由於成型機所接收的是模型的輪廓信息,所以加工前必須對其進行數據轉換"1987年,3DsystSnel公司對任意曲面CAD模型作小三角型平面近似,開發了TsL檔案格式,並由此建立了從近似模型中進行切片獲取截面輪廓信息的統一方法,延用至今[1]"多年以來,STL檔案格式受到越來越多的CAD系統和設備的支持,其優點是大大簡化了CAD模型的數據格式,是目前CAD系統與RP系統之間的數據交換標準,它便於在後續分層處理時獲取每一層片實體點的坐標值,以便控制掃描鏡頭對材料進行選擇性掃描"因此被工業界認為是目前快速成型數據的準標準,幾乎所有類型的快速成型系統都采有STL數據格式,極大地推動了快速成型技術的發展"對三維模型進行數據處理,誤差主要產生於三維CAD模型的STL檔案輸出和對此STL檔案的分層處理兩個過程中"下面將分別論述STL格式檔案轉換和分層處理對成型精
度的影響"
2.1幾檔案格式轉換誤差
STL幾檔案的數據格式是採用小三角形來近似逼近三維CAD模型的外表面,小三角形數量的多少直接影響著近似逼近的精度.顯然,精度要求越高,選取的三角形應該越多"一般三維CAD系統在輸出STL格式檔案時都要求輸入精度參數,也就是用STL格式擬合原CAD模型的最大允許誤差"這種檔案格式將CAD連續的表面離散為三角形面片的集合,當實體模型表面均為平面時不會產生誤差,.但對於曲面而言,不管精度怎么高,也不能完全表達原表面,這種逼近誤差不可避免地存在"如製作一圓柱體,當沿軸線方向成型時,如果逼近精度有限,則明顯地看到圓柱體變成了稜柱體,如圖1.2所示"
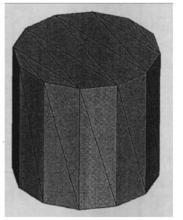 光固化成型
光固化成型圖1.2圓柱體的STL檔案格式
解決方法:清除這種誤差的根本途徑是直接從CAD模型獲 取製造數據,但是目前實用中尚未達到這一步"現有的辦法只能在對CAD模型進行ST職洛式轉換時,通過恰當地選擇精度參數值減少這一誤差,這往往依賴於經驗"。
圖 1.2
2.2分層處理對成型精度的影響
分層處理產生的誤差屬於原理誤差,分層處理以S幾檔案格式為基礎,先確定成型方向,通過一簇垂直於成型方向的平行平面與STL檔案格式模型相截,所得到的截面與模型實體的交線再經過數據處理生成截面輪廓信息,平行平面之間的距離就是分層厚度"由於每一切片層之間存在距離,因此切片不僅破壞了模型表面的連續性,而且不可避免地丟失了兩切片層間的信息,這一處理造成分層方向的尺寸誤差和面型精度誤差"。
(1)分層方向尺寸誤差分析
進行分層處理時,確定分層厚度後,如果分層平面正好位於頂面或底面,則所得到的多邊形恰好是該平面處實際輪廓曲線的內接多邊形;如果汾層平面與此兩平面不重合,即沿切層方向某一尺寸與分層厚度不能整除時,將會引起分層方向的尺寸誤差"
1)增加分層數量!減小分層厚度
為了獲得較高的面型精度,應儘可能減小分層厚度,但是,分層數量的增加,使製造效率顯著降低"同時,層厚太小會給塗層處理帶來一定的困難"另外,自適應性切片分層技術能夠較好的提高面型精度,是解決這一問題的較為有效途徑"
2)最佳化成型製作方向
最佳化成型製作方向,實質上就是減小模型表面與成型方向的角度,也就是減小體積誤差"
3成型加工誤差
3.1機器誤差
機器誤差是成型機本身的誤差,它是影響製件精度的原始誤差"機器誤差在成型系統的設計及製造過程中就應儘量減小,因為它是提高製件精度的硬體基礎"。
(l)工作檯Z方向運動誤差
工作檯Z方向運動誤差直接影響堆積過程中的層厚精度,最終導致Z方向的尺寸誤差;而工作檯在垂直面內的運動直線度誤差巨觀上產生製件的形狀!位置誤差,微觀上導致粗糙度增大"對於CPS350成型機來說,所採用的系統在500mm範圍內的全程定位精度為0.03mm,雙向重複定位精度為0003mm。
(2)X.Y方向同步帶變形誤差
X.Y掃描系統採用X,Y二維運動,由步進電機驅動同步齒形帶並帶動掃描鏡頭運動在定位時,由於同步帶的變形,會影響定位的精度,常用的方法是採用位置補償係數來減小其影響CPS35O成型機出廠後進行位置補償,其重複定位精度可達到005mm。
(3)XY方向定位誤差
掃描過程中,X.Y掃描系統存在以下問題:
1)系統運動慣性力的影響
對於採用步進電機的開環驅動系統而言,步進電機本身和機械結構都影響掃描系統的動態性能"-XY掃描系統在掃描換向階段,存在一定的慣性,使得掃描頭在零件邊緣部分超出設計尺寸的範圍,導致零件的尺寸有所增加"同時掃描頭在掃描時,始終處於反覆加速減速的過程中,因此,在工件邊緣,掃描速度低於中間部分,光束對邊緣的照射時間要長一些,並且存在掃描方向的變換,掃描系統慣性力大,加減速過程慢,致使邊緣處樹脂固化程度較高"。
2)掃描機構振動的影響
成型過程中,掃描機構對零件的分層截面作往復填充掃描,掃描頭在步進電機的驅動下本身具有一個固有頻率,由於各種長度的掃描線都可能存在,所以在一定範圍內的各種頻率都有可能發生,當發生諧振時,振動增大,成形零件將產生較大的誤差"。
3.2光固化成型誤差
(1)光斑直徑產生的誤差
這一固化成型特點,使所做出的零件實體部分實際上每側大了一個光斑半徑,零件的長度尺寸大了一個光斑直徑,使零件產生正偏差,雖然控制軟體中採用自適應拐角延時算法,但由於光斑直徑的存在,必然在其拐角處形成圓角,導致形狀鈍化,降低了製件的形狀精度,而使得一些小尺寸製件無法加工"由上述分析可知,如果不採用光斑補償,將使製件產生正偏差"為了消除或減少正偏差,實際上採用光斑補償,使光斑掃描路徑向實體內部縮進一個光斑半徑"。
4.後處理產生的誤差
從成型機上取出已成型的工件後,需要進行剝離支撐結構,有的還需要進行後固化、修補、打磨、拋光和表面處理等,這些工序統稱為後處理"這類誤差可分為以下幾種:
(1)工件成型完成後,去除支撐時,可能表面質量產生影響,所以支撐設計時要合理,不多不少,一般支撐間距為6nnn"支撐的設計與成型方向的選取有關,在選取成型方向時,要綜合考慮添加支撐要少,並便於去除等"。
(2)由於溫度!濕度等環境狀況的變化,工件可能會繼續變形並導致誤差,並且由於成型工藝或工件本身結構工藝性等方面的原因,成型後的工件內總或多或少地存在殘餘應力,這種殘餘應力會由於時效的作用而全部或部分地消失,這也會導致誤差"設法減小成型過程中的殘餘應力有利於提高零件的成型精度"。
(3)製件的表面狀況和機械強度等方面還不能完全滿足最終產品的要求"例如製件表面不光滑,其曲面上存在因分層製造引起的小台階、小缺陷,製件的薄壁和某些小特徵結構可能強度不足、尺寸不夠精確!表面硬度或色彩不夠滿意"採用修補、打磨、拋光是為了提高表面質量,表面塗覆是為了改變製品表面顏色提高其強度和其它性能,但在此過程中若處理不當都會影響原型的尺寸及形狀精度,產生後處理誤差"。
5.結論
如何控制光固化成形工藝的精度是目前眾多研究者和學者必須考慮的一個問題。儘管目前可以通過多種方法來提高製件的成形精度,比如直接對三維 CAD 模型進行分層以避免 STL 檔案轉換過程中造成的誤差和通過改進雷射掃描方式也可以減小製件的內應力和形變數來提高製件的精度等方法都可以實現對精度的控制。但是在整個成形工藝過程中,其工藝路線和工藝參數對製件的精度也存在著很大的影響,仍然需要進一步的研究。另外,光固化快速成型工藝的加工成本、生產效率及製件性能也需要在整個成形過程中考慮的重要因素。
