三維掃瞄器分類與功能
大體分為接觸式三維掃瞄器和非接觸式三維掃瞄器 。其中非接觸式三維掃瞄器又分為光柵三維掃瞄器(也稱拍照式三維描儀)和雷射掃瞄器。而光柵三維掃描又有白光掃描或藍光掃描等,雷射掃瞄器又有點雷射、線雷射、面雷射的區別。
三維掃瞄器功能
1:三維掃瞄器的用途是創建物體幾何表面的 點雲(point cloud),這些點可用來插補成物體的表面形狀,越密集的點雲可以創建更精確的模型(這個過程稱做三維重建)。若掃瞄器能夠取得表面顏色,則可進一步在重建的表面上貼上材質貼圖,亦即所謂的材質映射(texture mapping)。
2: 三維掃瞄器可模擬為照相機,它們的視線範圍都體現圓錐狀,信息的蒐集皆限定在一定的範圍內。兩者不同之處在於相機所抓取的是顏色信息,而三維掃瞄器測量的是距離。
拍照式三維掃瞄器
 拍照式三維掃瞄器原理
拍照式三維掃瞄器原理 三維掃瞄器原理圖
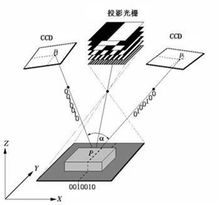
三維掃瞄器原理圖拍照式三維掃瞄器掃描原理類似於照相機拍攝照片而得名,是為滿足工業設計行業套用需求而研發的產品,,它集高速掃描與高精度優勢,可按需求自由調整測量範圍,從小型零件掃描到車身整體測量均能完美勝任,具備極高的性能價格比。目前已廣泛套用於工業設計行業中,真正為客戶實現 "一機在手,設計無憂"!拍照式結構光三維掃瞄器是一種高速高精度的三維掃描測量設備,採用的是目前國際上最先進的結構光非接觸照相測量原理。結構光三維掃瞄器的基本原理是:採用一種結合結構光技術、相位測量技術、計算機視覺技術的複合三維非接觸式測量技術。採用這種測量原理,使得對物體進行照相測量成為可能,所謂照相測量,就是類似於照相機對視野內的物體進行照相,不同的是照相機攝取的是物體的二維圖象,而研製的測量儀獲得的是物體的三維信息。與傳統的三維掃瞄器不同的是,該掃瞄器能同時測量一個面。測量時光柵投影裝置投影數幅特定編碼的結構光到待測物體上,成一定夾角的兩個攝像頭同步採得相應圖象,然後對圖象進行解碼和相位計算,並利用匹配技術、三角形測量原理,解算出兩個攝像機公共視區內像素點的三維坐標。拍照式三維掃瞄器可隨意搬至工件位置做現場測量,並可調節成任意角度作全方位測量,對大型工件可分塊測量,測量數據可實時自動拼合,非常適合各種大小和形狀物體(如汽車、機車外殼及內飾、家電、雕塑等)的測量。
拍照式三維掃瞄器採用的是白光光柵掃描,以非接觸三維掃描方式工作,全自動拼接,具有高效率、高精度、高壽命、高解析度等優點,特別適用於複雜自由曲面逆向建模, 主要套用於產品研發設計(RD,比如快速成型、三維數位化、三維設計、三維立體掃描等)、逆向工程(RE,如逆向掃描、逆向設計)及三維檢測CAV),是產品開發、品質檢測的必備工具。三維掃瞄器在部分地區又稱為雷射抄數機或者3D抄數機。
拍照式光學三維掃瞄器,其結構原理主要由光柵投影設備及兩個工業級的CCD Camera所構成,由光柵投影在待測物上,並加以粗細變化及位移,配合CCD Camera將所擷取的數字影像透過計算機運算處理,即可得知待測物的實際3D外型。
拍照式三維掃瞄器採用非接觸白光技術,避免對物體表面的接觸,可以測量各種材料的模型,測量過程中被測物體可以任意翻轉和移動,對物件進行多個視角的測量,系統進行全自動拼接,輕鬆實現物體360高精度測量。並且能夠在獲取表面三維數據的同時,迅速的獲取紋理信息,得到逼真的物體外形,能快速的套用於製造行業的掃描。
結構光攜帶型照相測量儀的特點:
1)掃描速度極快,數秒內可得到100多萬點
 三維掃瞄器
三維掃瞄器2)一次得到一個面,測量點分布非常規則。
3)精度高,可達0.03mm
4)單次測量範圍大(雷射掃瞄器一般只能掃描50mm寬的狹窄範圍)
5)便攜,可搬到現場進行測量。
6)可對無法放到工作檯上的較重、大型工件(如模具、浮雕等)進行測量。
7)大型物體分塊測量、自動拼合。
8)大景深(雷射掃瞄器的掃描深度一般只有100多毫米,而結構光掃瞄器的掃描深度可達300~500mm
三維掃瞄器的發展歷程
第一種三維掃瞄器:點測量
代表系統有:三坐標測量儀;點雷射測量儀;關節臂掃瞄器(精度不高)通過每一次的測量點反映物體表面特徵,優點是精度高,但速度慢,如果要做逆向工程,只能在測量高精密形位公差要求的物體上有優勢。
定義:適合做物體表面形位公差檢測用。
第二種三維掃瞄器:線測量
代表系統有:三維台式雷射掃瞄器,三維手持式雷射掃瞄器,關節臂+雷射掃描頭。通過一段(一般為幾公分,雷射線過長會發散)有效的雷射線照射物體表面,再通過感測器得到物體表面數據信息。
定義:適合掃描中小件物體,掃描景深小(一般只有5公分),精度較高,此代系統是發展比較成熟的,其新產品最高精度已經達到0.01微米。所以,精度上,其比肩點掃描。速度上已有極大地提高。在高精度工業設計領域,將有廣闊用途。
第三種三維掃瞄器:面掃描代表系統:拍照式三維掃瞄器,三維攝影測量系統等。通過一組(一面光)光柵的位移,再同時經過感測器而採集到物體表面的數據信息。
套用
結構光三維掃瞄器的典型套用
可用於包含下列套用的廣泛領域:
逆向教學
1)逆向工程培訓
 逆向實訓室
逆向實訓室2)逆向工程實訓室
逆向工程(RE)/快速成型(RP)
1)掃描實物,建立CAD數據;或是掃描模型,建立用於檢測部件表面的三維數據。
2)模具設計、精度要求低於0.05mm
3)對於不能使用三維CAD數據的部件,建立數據。
4)個性化設計,如服裝CAD。
5)使用由RP創建的真實模型,建立和完善產品設計。
6)有限元分析的數據捕捉。
檢測(CAT)/CAE
1)生產線質量控制和曲面零件的形狀檢測 ,(精度需求低於0.05mm)
例如:金屬鑄件鍛造、加工沖模和澆鑄、塑膠部件(壓塑模、滾塑模、注塑模)、鋼板衝壓、木製品、複合及泡沫產品。
科學研究
1)計算機視覺
2)計算幾何
3)考古研究
其他套用
1)文物、藝術品的錄入和電子展示
2)動畫造型
3)牙齒及畸齒矯正
4)整容及上頜面手術等等
測量方法分類
接觸式掃描
接觸式三維掃瞄器通過實際觸碰物體表面的方式計算深度,如座標測量機即典型的接觸式三維掃瞄器。此方法相當精確,常被用於工程製造產業,然而因其在掃描過程中必須接觸物體,待測物有遭到探針破壞損毀之可能,因此不適用於高價值對象如古文物、遺蹟等的重建作業。此外,相較於其他方法接觸式掃描需要較長的時間,現今最快的座標測量機每秒能完成數百次測量,而光學技術如雷射掃瞄器運作頻率則高達每秒一萬至五百萬次。非接觸主動式掃描主動式掃描是指將額外的能量投射至物體,藉由能量的反射來計算三維空間信息。常見的投射能量有一般的可見光、高能光束、超音波與 X 射線。
時差測距
時差測距,或稱'飛時測距'的3D雷射掃瞄器是一種主動式的掃瞄器,其使用雷射光探測目標物。圖中的光達即是一款以時差測距為主要技術的雷射測距儀。此雷射測距儀確定儀器到目標物表面距離的方式,是測定儀器所發出的雷射脈衝往返一趟的時間換算而得。即儀器發射一個雷射光脈衝,雷射光打到物體表面後反射,再由儀器內的探測器接收信號,並記錄時間。由於光速 為一已知條件,光信號往返一趟的時間即可換算為信號所行走的距離,此距離又為儀器到物體表面距離的兩倍,故若令 為光信號往返一趟的時間,則光信號行走的距離等於。顯而易見的,時差測距式的3D雷射掃瞄器,其量測精度受到我們能多準確地量測時間 ,因為大約 3.3 皮秒;微微秒)的時間,光信號就走了 1 公厘。
雷射測距儀每發一個雷射信號只能測量單一點到儀器的距離。因此,掃瞄器若要掃描完整的視野(field of view),就必須使每個雷射信號以不同的角度發射。而此款雷射測距儀即可通過本身的水平鏇轉或系統內部的鏇轉鏡(rotating mirrors)達成此目的。鏇轉鏡由於較輕便、可快速環轉掃描、且精度較高,是較廣泛套用的方式。典型時差測距式的雷射掃瞄器,每秒約可量測10,000到100,000個目標點。
三角測距
三角測距3D雷射掃瞄器,也是屬於以雷射光去偵測環境情的主動式掃瞄器。相對於飛時測距法,三角測距法3D雷射掃瞄器發射一道雷射到待測物上,並利用攝影機查找待測物上的雷射光點。隨著待測物(距離三角測距3D雷射掃瞄器)距離的不同,雷射光點在攝影機畫面中的位置亦有所不同。這項技術之所以被稱為三角型測距法,是因為雷射光點、攝影機,與雷射本身構成一個三角形。在這個三角形中,雷射與攝影機的距離、及雷射在三角形中的角度,是我們已知的條件。通過攝影機畫面中雷射光點的位置,我們可以決定出攝影機位於三角形中的角度。這三項條件可以決定出一個三角形,並可計算出待測物的距離。在很多案例中,人們以一線形雷射條紋取代單一雷射光點,將雷射條紋對待測物作掃描,大幅加速了整個測量的進程。
手持雷射掃瞄器通過上述的三角形測距法建構出3D圖形:通過手持式設備,對待測物發射出雷射光點或線性雷射光。 以兩個或兩個以上的偵測器(電耦組件 或 位置感測組件)測量待測物的表面到手持雷射產品的距離,通常還需要藉助特定參考點-通常是具黏性、可反射的貼片-用來當作掃瞄器在空間中定位及校準使用。這些掃瞄器獲得的數據,會被導入電腦中,並由軟體轉換成3D模型。手持式雷射掃瞄器,通常還會綜合被動式掃描(可見光)獲得的數據(如待測物的結構、色彩分布),建構出更完整的待測物3D模型。
結構光源
將一維或二維的圖像投影至被測物上,根據圖像的形變情形,判斷被測物的表面形狀,可以非常快的速度進行掃描,相對於一次測量一點的探頭,此種方法可以一次測量多點或大片區域,故能用於動態測量。
調變光
使用投影機將正弦波調變之光柵投射於書本上。調變光三維掃瞄器在時間上連續性的調整光線的強弱,常用的調變方式是周期性的正弦波。藉由觀察圖像每個像素的亮度變化與光的相位差,即可推算距離深度。調變光源可採用雷射或投影機,而雷射光能達到極高之精確度,然而這種方法對於噪聲相當敏感。
非接觸被動式掃描
被動式掃瞄器本身並不發射任何輻射線(如雷射),而是以測量由待測物表面反射周遭輻射線的方法,達到預期的效果。由於環境中的可見光輻射,是相當容易取得並利用的,大部分這類型的掃瞄器以偵測環境的可見光為主。但相對於可見光的其他輻射線,如紅外線,也是能被套用於這項用途的。因為大部分情況下,被動式掃描法並不需要規格太特殊的硬體支持,這類被動式產品往往相當便宜。
立體視覺法
傳統的立體成像系統使用兩個放在一起的攝影機,平行注視待重建之物體。此方法在概念上,類似人類藉由雙眼感知的圖像相疊推算深度(當然實際上人腦對深度信息的感知歷程複雜許多),若已知兩個攝影機的彼此間距與焦距長度,而截取的左右兩張圖片又能成功疊合,則深度信息可迅速推得。此法須仰賴有效的圖片像素匹配分析,一般使用區塊比對或對極幾何算法達成。使用兩個攝影機的立體視覺法又稱做雙眼視覺法,另有三眼視覺與其他使用更多攝影機的延伸方法。
色度成形法
早期由 B.K.P. Horn 等學者提出,使用圖像像素的亮度值代入預先設計之色度模型中求解,方程式之解即深度信息。由於方程組中的未知數多過限制條件,因此須藉由更多假設條件縮小解集之範圍。例如加入表面可微分性質、曲率限制、光滑程度以及更多限制來求得精確的解。此法之後由 Woodham 派生出立體光學法。
立體光學法
為了彌補光度成形法中單張照片提供之信息不足,立體光學法採用一個相機拍攝多張照片,這些照片的拍攝角度是相同的,其中的差別是光線的照明條件。最簡單的立體光學法使用三盞光源,從三個不同的方向照射待測物,每次僅打開一盞光源。拍攝完成後,再綜合三張照片並使用光學中的完美漫射模型解出物體表面的梯度矢量,經過矢量場的積分後即可得到三維模型。此法並不適用於光滑而不近似於朗伯表面的物體。
輪廓法
此類方法是使用一系列物體的輪廓線條構成三維形體。當物體的部分表面無法在輪廓在線上展現時,重建後將丟失三維信息。常見的方式是將待測物放置於電動轉盤上,每次鏇轉一小角度後拍攝其圖像,再經由圖像處理技巧去除背景並取出輪廓線條,蒐集各角度之輪廓線後即可“刻劃”成三維模型。
用戶輔助
另外有些方法在重建過程中需要用戶提供信息,藉助人類視覺系統之獨特性能,輔助完成重建程式。這些方式都是基於照片攝影原理,針對同個物體拍攝圖像以推算三維信息。另一種類似的方式是全景重建,乃是在定點上拍攝四周圖像使之得以重建場景環境。
三維掃瞄器認識誤區
分代誤區
個別廠商為了不當競爭目的,有時把結構光的三種具體形式(雷射點,雷射線,結構光柵)的掃瞄器區分為一、二、三代。造成許多用戶認識和選型上的誤導和歧義。這是故意而為的錯誤,是嚴重的不當競爭和非法行為。
結構光的三種具體形式(雷射點,雷射線,結構光柵),其發展的主要目的,是針對不同的用途和不同的精度等級及工作效率的需求,而開發的產品。其使用和目的均有各自得市場,但隨科技的發展,這幾種產品,在用途上均會有部分交集的地方。比如,目前,國外百萬左右的照相式掃瞄器,也可以提供橄欖核級的細節精密測量。這就復蓋雷射點線掃瞄器的一些市場。 再如,國外高精密的雷射線掃瞄器,目前測量精度可到0.01微米。國內現在雷射線掃瞄器,其精度也可以做到0.05微米。那么,雷射點掃瞄器和雷射線掃瞄器相比,在精度上也沒有了明顯優勢。但,顯然,雷射點,線掃瞄器的市場與結構光柵掃瞄器的市場,還是有明顯區別的。這個區別就是通常在精度上,相差10倍或更多。
我們在選型和區分上。重點看的就是實際精度。這個是第一指標。舉例:個別廠商,在銷售上誤導客戶,客戶需要測量皮紋,確買了一台照相式掃瞄器。結果造成實際根本不能用。
精度誤區
掃瞄器廠牌不同,型號不同。結構形式不同。其必然有其優勢和劣勢的地方。所以其測量精度等級各有不同。用戶選型時,除了看標註的精度參數之外,還要通過實測產品樣件,來獲得正確評價。並且一般需要把精度指標寫入契約中,以避免不法廠商的欺騙行為。
三維掃瞄器使用常見問題
1.翻開掃瞄器開關時,掃瞄器宣布反常響聲。這是因為有些類型的掃瞄器有鎖,其意圖是為了鎖緊鏡組,避免運送中轟動,因此在翻開掃瞄器電源開關前應先將鎖翻開。
2.掃瞄器接電後沒有任何反響。有些類型的掃瞄器是節能型的,只要在進入掃描界面後燈管才會亮,一旦退出後會主動平息。3.掃描時顯現“沒有找到掃瞄器”。此表象有可能是因為先開主機,後開掃瞄器所致使,可重新啟動計算機或在設備管理中改寫即可,。
4.掃瞄器的解析度與印表機的解析度是不是是一個概念?大概如何依據掃瞄器的解析度選購印表機?
掃瞄器的解析度的單位嚴厲界說應當是ppi,而不是dpi。ppi是指每英寸的pixel數,關於掃瞄器來說,每一pixel不是0或1這樣簡略的描繪聯繫,而是24bit、 36bit或CMYK(1004)的描繪。印表機的解析度的dpi中的d是指英文中的dot,每一個dot沒有深淺之分,僅僅0或1的概念,而關於掃瞄器來說,1個pixel需求若干個4種dot(CMYK)來描繪,即一點的顏色由不一樣的dot的疏密程度來決議。所以掃瞄器的dpi與印表機的dpi概念不一樣。用1440dpi的印表機輸出1:l的圖畫,掃描時用100-150dpi左右的掃描即可。
5.掃瞄器在掃描時呈現“硬碟空間不行或記憶體不足”的提示。首要,承認硬碟及記憶體是不是夠,若空間很大,請查看您設定的掃描解析度是不是太大形成檔案數據量過大。
6. 掃描使噪音奇大。拆開機器蓋子,找一些縫紉機油滴在衛生紙大將鏡組兩條軌道上的油垢擦淨,再將縫紉機油滴在傳動齒輪組及皮帶兩頭的軸承上(注意油量適中),結尾恰當調整皮帶的鬆緊。
7. 掃描時間過長。查看硬碟剩下容量,將硬碟空間最佳化,先刪去無用的TMP文檔,做Scandisk,再做Defrag或Speed Disk。請注意:假如結尾實踐掃描解析度的設定,高於掃瞄器的光學解析度,則掃描速度會變慢,這是正常表象。
反求工程簡介
反求工程在工業產品的設計製造中可以狹義的理解為在沒有設計圖紙或不全以及沒有CAD模型的情況下,對零件原形或者樣品模型進行測量,在此基礎上重構出零件的設計圖紙或CAD模型的過程。
反求工程(逆向工程)具有與傳統設計製造過程截然不同的設計流程。在傳統的設計製造中,都是設計師按照零件最終所要承擔的功能利用CAD軟體(PRO/E,UG,CATIA,SOLIDWORKS等)進行從無到有的設計,從概念設計到最終形成CAD模型是一個確定的明晰過程。而在反求工程中,按照現有的零件原形進行設計生產,零件所具有幾何特徵與技術要求都包含在原形中;從而注定了通過對現有零件原形數位化後在形成CAD模型的反求工程是一個推理,逼近的過程。
反求工程(逆向工程)一般可分為四個階段:
第一步: 零件原形的數位化
採用三維掃瞄器等測量裝置來獲取零件原形表麵點的三維坐標值。
第二步: 從測量數據中提取零件原形的幾何特徵
按測量數據的幾何屬性對其進行分割,採用幾何特徵匹配與識別的方法來獲取零件原形所具有的設計與加工特徵。
第三步: 零件原形CAD模型的重建
將分割後的三維數據在CAD系統中分別做表面模型的擬合,並通過各表面片的求交與拼接獲取零件原形表面的CAD模型。
第四步: 重建CAD模型的檢驗與修正
採用根據獲得的CAD模型重新測量和加工出樣品的方法來檢驗重建的CAD模型是否滿足精度或其他試驗性能指標的要,對不滿足要求者重複以上過程,直至達到零件的逆向工程設計要求。
一般來說,產品逆向工程包括形狀反求、工藝反求和材料反求等幾個方面,在工業領域
的實際套用中,主要包括以下幾個內容:
(1)新零件的設計,主要用於產品的改型或彷型設計。
(2)已有零件的複製,再現原產品的設計意圖。
(3)損壞或磨損零件的還原。
(4)數位化模型的檢測,例如檢驗產品的變形分析、焊接質量等,以及進行模型的比較。
逆向工程技術為快速設計和製造提供了很好的技術支持,它已經成為製造業信息傳遞的重要
而簡潔途徑之一。
三維掃描技術
逆向教學
 逆向實訓室
逆向實訓室逆向工程實訓室建設,逐步建立培養學生職業素質、職業技能和職業綜合創新能力有機結合的實踐教學體系。大力改革教學方法和手段,創造條件使學生較早地參與崗位實踐和創新活動,引導和增強學生動手能力和發現問題、分析問題、解決問題的能力,提高教學質量。
腳型數據提取
 腳型三維掃瞄器
腳型三維掃瞄器利用腳型三維掃瞄器可以對可以精準、快速地獲取真人腳形的三維數據,掃描結果可以以多種流行的檔案格式輸出到CAD軟體以產生數位化模型。可以輸出到CAM軟體以產生CNC加工代碼,幫助用戶實現快速複製和加工。該系統可廣泛套用於鞋類設計加工、個性化定製鞋、醫學腳形矯治、人機工程腳形統計等領域。
快速原型
快速原型(Rapid Prototyping,RP),也叫快速成型,是80年代中期發展起來的一種嶄新的原型製造技術。其出發點是通過快速製造設計樣件,觀察和驗證所設計的零件在美學、外觀及基本性能上是否達到設計要求。通過套用三維掃描技術,更能加速這一技術的發展,使現實當中的模型和數位化設計模型之間的轉換變的可行簡單。
工業產品設計
在工業產品設計製造中過程中,對外觀的把握往往需要實物的驗證,比如車身設計領域對汽車油泥模型的測量 。在汽車設計中,油泥模型是一個很重要的環節,它把設計者的思路從草圖或圖紙轉化成了實物模型在模型的製作過程中進一步完善設計者的意圖,並且通過對油泥模型的評估、試驗、檢測來確定產品的設計。 隨著油泥模型的最終確定,對油泥模型測繪的準確與否成為後續開發的關鍵。傳統的利用機械設備的測量方法不僅工作效率緩慢、測量步驟複雜,人為因素更是影響質量的關鍵因素。而利用三維光學掃瞄器,採用先進的非接觸測量方式,擺脫了行程的限制;極短的掃描時間,提高了工作效率;智慧型化的操作方式最大程度減少了人為因素的干擾,為用戶提供了高精度、高密度的完整三維數據,從而為後續設計開發提供了準確優質的油泥模型三維數據,保證用戶高效、優質地進行產品的設計開發。
5.工業產品的三維測量
汽車內飾件材料變形係數較大,只有在裝車狀態下的非接觸測量才能真實反映內飾件的理想狀態,由於三維光學掃瞄器採用靈活的攜帶型設計和先進的標誌點全自動拼接技術,因此對於汽車內飾件的測量就可以非常方便地進入車廂內部進行裝車狀態下的測量工作了。 對於掃描結果也可方便的導入各種質量檢測軟體進行誤差分析,如: Geomagic Qualify 或 Polyworks中的精度檢測模組都可以將測量獲得的點雲與原有的 CAD 模型對齊後進行比較,可以快速直觀的顯示出被測物體與數模的每一處誤差。
6.人體測量
三維光學掃瞄器採用普通光源,對人體安全、無害,極短的掃描時間即可獲取高精度的人體數據。彌補了雷射掃瞄器的缺陷。廣泛套用於影視動畫真人特效建模、人體工程學、服裝非接觸量體定製、製鞋行業掃描腳型和鞋楦等領域。
7.虛擬現實仿真
隨著計算機信息技術的不斷深入,諸如數位化博物館,保護修復文物、網路虛擬展示等越來越多的領域開始套用三維掃瞄器設備來完成手工建模難以完成的工作。三維光學掃瞄器在大型文物的掃描在保護、大型虛擬現實景觀建設方面發揮巨大作用。
